一种小型轻载珩磨工具的制作方法
本技术涉及珩磨,尤其涉及一种小型轻载珩磨工具。
背景技术:
1、珩磨是一种可获得高品质表面质量的一种加工方法,该工艺主要是通过沿径向对工件施加一定的压力,并通过珩磨工具的旋转运动和往复运动来对零件表面进行精密磨削加工的,目前在实践中应用的珩磨工具结构多种多样,都有各自的适用范围和特点,但由于珩磨工具结构的多样性,导致其结构较为复杂,增加了该珩磨工具的使用成本,因此,需要一种小型轻载珩磨工具。
技术实现思路
1、本实用新型的目的是为了解决现有技术中存在的缺点,而提出的一种小型轻载珩磨工具。
2、为了实现上述目的,本实用新型采用了如下技术方案:一种小型轻载珩磨工具,包括芯轴壳体,所述芯轴壳体的一端设置有楔轴,所述楔轴的外侧设置有油石座,所述油石座的外表面固装有油石条,所述芯轴壳体的内表面设置有径向螺钉孔,所述楔轴的一端设置有轴向键槽,所述芯轴壳体的内表面设置有连接螺杆,所述连接螺杆的一端设置有驱动螺钉,所述驱动螺钉的内部开设有内螺纹,所述油石座的外侧套设有箍簧,所述芯轴壳体的外表面设置有外螺纹。
3、为了使楔轴和油石座相对应,本实用新型改进有,所述楔轴的表面设置有锥面,所述油石座的内表面设置有斜面。
4、为了箍住油石座,本实用新型改进有,所述箍簧可使用两条或更多数量来箍住油石座。
5、为了采用其他弹性材料,本实用新型改进有,所述箍簧为弹性钢丝绕制的可头尾相衔接的弹簧,也可采用其他具有弹性的材料,如o型密封圈等材料来代替。
6、为了安装紧定螺钉,本实用新型改进有,所述芯轴壳体的表面开设有径向螺孔,所述芯轴壳体的表面设置有紧定螺钉。
7、为了降低加工的复杂性,本实用新型改进有,所述径向螺纹可由销孔来替代,所述紧定螺钉可由圆销来替代。
8、与现有技术相比,本实用新型的优点和积极效果在于,
9、本实用新型中,实际使用时,通过设置驱动螺钉、连接螺杆、芯轴壳体、箍簧、楔轴、油石座、油石条和紧定螺钉,楔轴和油石座可通过锥面和斜面对应在一起,并利用箍簧将油石座箍在一块,驱动螺钉可通过内部的螺纹与连接螺杆的另一端连接,连接螺杆则通过螺纹胶与楔轴一端紧密连接在一起,从而在面对软质材料时提供一种简易的珩磨工具结构,来实现珩磨工具的低成本化,进而提高应用的性价比。
技术特征:
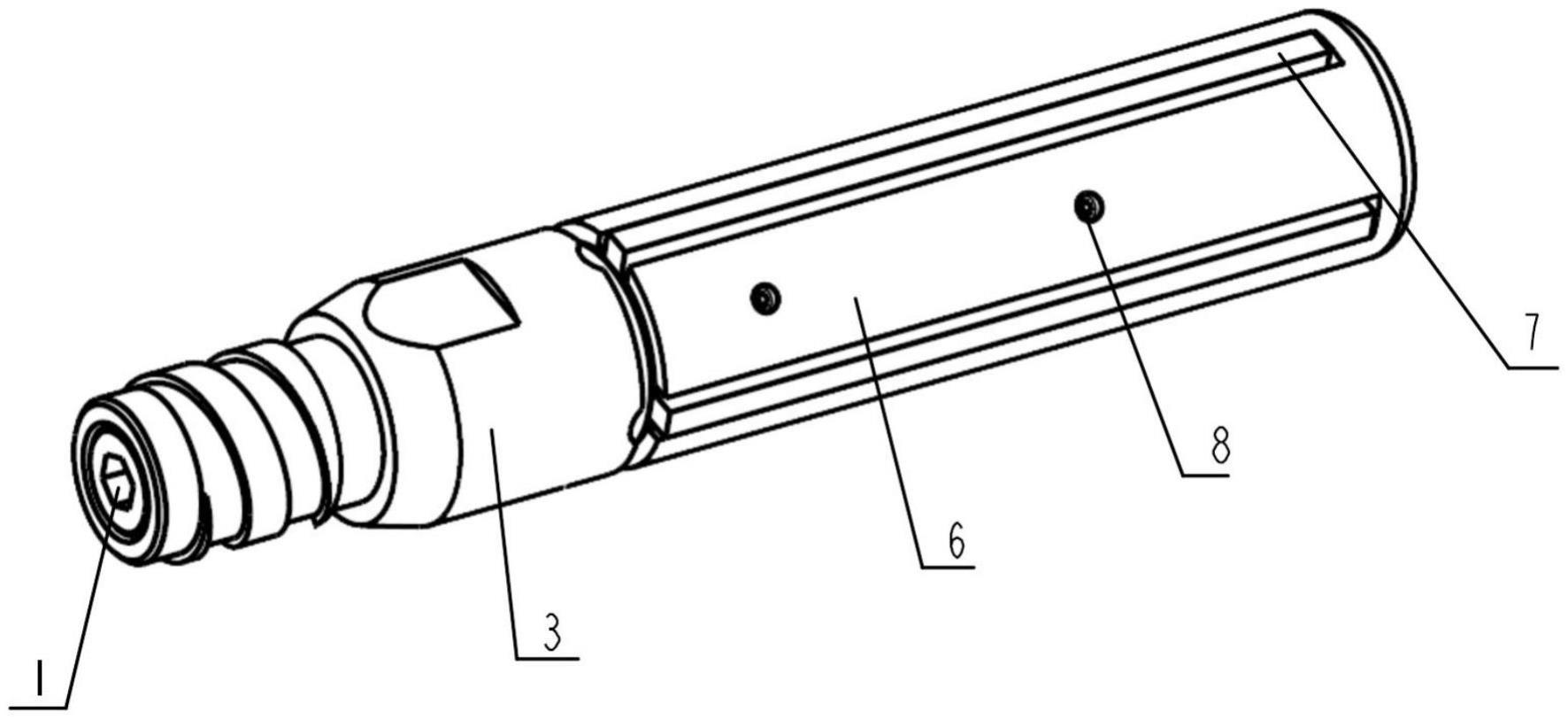
1.一种小型轻载珩磨工具,包括芯轴壳体(3),其特征在于:所述芯轴壳体(3)的一端设置有楔轴(5),所述楔轴(5)的外侧设置有油石座(6),所述油石座(6)的外表面固装有油石条(7),所述芯轴壳体(3)的内表面设置有径向螺钉孔,所述楔轴(5)的一端设置有轴向键槽,所述芯轴壳体(3)的内表面设置有连接螺杆(2),所述连接螺杆(2)的一端设置有驱动螺钉(1),所述驱动螺钉(1)的内部开设有内螺纹,所述油石座(6)的外侧套设有箍簧(4),所述芯轴壳体(3)的外表面设置有外螺纹。
2.根据权利要求1所述的小型轻载珩磨工具,其特征在于:所述楔轴(5)的表面设置有锥面,所述油石座(6)的内表面设置有斜面。
3.根据权利要求1所述的小型轻载珩磨工具,其特征在于:所述箍簧(4)可使用两条或更多数量来箍住油石座(6)。
4.根据权利要求1所述的小型轻载珩磨工具,其特征在于:所述箍簧(4)为弹性钢丝绕制的可头尾相衔接的弹簧,也可采用具有弹性的材料,如o型密封圈材料来代替。
5.根据权利要求1所述的小型轻载珩磨工具,其特征在于:所述芯轴壳体(3)的表面开设有径向螺孔,所述芯轴壳体(3)的表面设置有紧定螺钉(8)。
6.根据权利要求5所述的小型轻载珩磨工具,其特征在于:所述径向螺孔可由销孔来替代,所述紧定螺钉(8)可由圆销来替代。
技术总结
本技术提供一种小型轻载珩磨工具,涉及珩磨技术领域,包括芯轴壳体,所述芯轴壳体的一端设置有楔轴,所述楔轴的外侧设置有油石座,所述油石座的外表面固装有油石条,所述芯轴壳体的内表面设置有径向螺钉孔,所述楔轴的一端设置有轴向键槽,所述芯轴壳体的内表面设置有连接螺杆,所述连接螺杆的一端设置有驱动螺钉,所述驱动螺钉的内部开设有内螺纹,楔轴和油石座可通过锥面和斜面对应在一起,并利用箍簧将油石座箍在一块,驱动螺钉可通过内部的螺纹与连接螺杆的另一端连接,连接螺杆则通过螺纹胶与楔轴一端紧密连接在一起,从而在面对软质材料时提供一种简易的珩磨工具结构,来实现珩磨工具的低成本化,进而提高应用的性价比。
技术研发人员:郭建忠,李福强,陈朝阳
受保护的技术使用者:上海善能机械有限公司
技术研发日:20230410
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!