一种铸钢件浇铸系统的制作方法
本技术属于金属浇铸,更具体的说涉及一种铸钢件浇铸系统。
背景技术:
1、浇铸是把液态金属注入模具,使硬化而具有特殊形状。在铸钢件的浇铸生产过程中,需要先将钢材在熔炼炉中熔化,然后将钢水倒入一个钢炉内,然后使用行车将钢炉吊起,并转运至缸体的砂型生产线上,砂型生产线包括输送带和砂型制造设备,砂型制造设备将制造好的砂型放置在输送带上,并有输送带将若干砂型依次输送,行车将装有钢水的钢炉移动至砂型的上方,然后倾转钢炉,并使钢炉的浇铸最对准砂型的浇铸口,钢水从钢炉内流出后从浇注口进行入型腔,待其冷却后完成缸体的浇铸。
2、使用钢炉进行对高温的钢水进行转运的过程中,会产生以下问题:1.钢炉的炉口较大,对钢水的保温效果差,钢水表面极易凝固形成金属渣,浇铸前需要去除,影响浇铸质量;2.浇铸过程均为人工手动浇铸,浇铸效率低,安全性低;3.由于铸钢的钢水流动性较差,行车吊起钢炉进行浇铸的时间长,对工人生命安全的威胁性增大。因此现有的浇铸系统存在较高的安全隐患。
技术实现思路
1、针对现有技术的不足,本实用新型提供了一种铸钢件浇铸系统,提高浇铸效率和质量,同时减少人工,提高工作安全性。
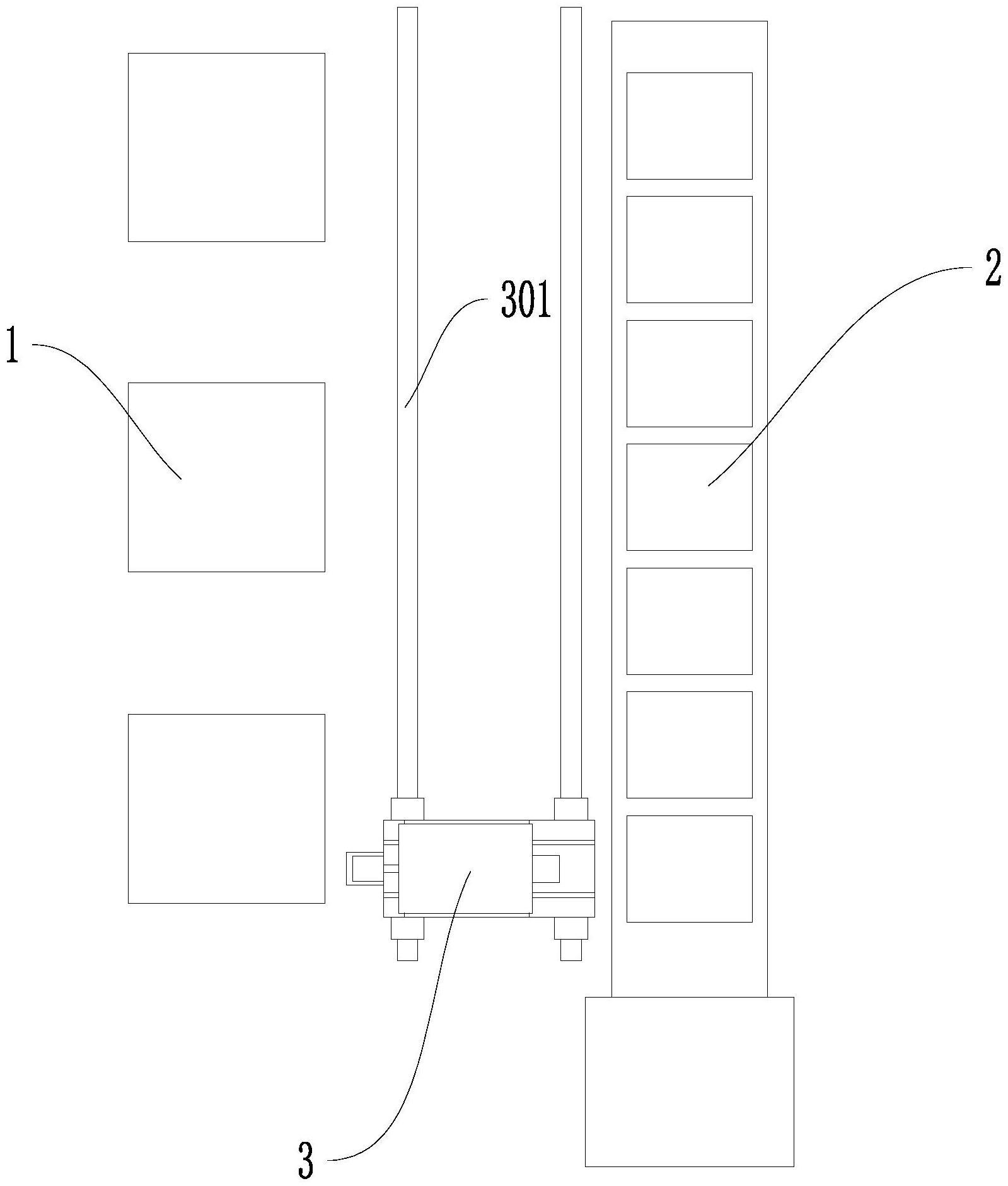
2、为实现上述目的,本实用新型提供了如下技术方案:一种铸钢件浇铸系统,包括若干铸钢熔炼炉和砂型生产线,所述铸钢熔炼炉和砂型生产线之间设置有转运机构,所述转运机构包括滑轨、支撑柱、支撑板和转运炉,所述支撑柱与滑轨水平滑动连接,所述支撑板与支撑柱竖直滑动连接,所述转运炉与支撑板铰接,所述转运炉上朝向砂型生产线的一侧设置有浇铸嘴。
3、进一步地,所述支撑板与转运炉之间设置有转运板,所述转运板与支撑板滑动连接,且滑动方向朝向砂型生产线。
4、进一步地,所述支撑板上设置有转运电机,所述转运电机的主轴上设置有转运丝杆,所述转运板设置有对应转运丝杆的转运丝母。
5、进一步地,所述转运板上设置有支撑杆,所述转运炉与支撑杆的顶端铰接,所述转运板上设置有倾转油缸,所述倾转油缸的缸体与转运板铰接,倾转油缸的活塞杆与转运炉铰接。
6、进一步地,所述支撑柱上设置有升降电机,所述升降电机的主轴上设置有升降丝杆,所述支撑板上设置有对应升降丝杆的升降丝母。
7、进一步地,所述支撑柱上设置有移动电机,所述移动电机的主轴上连接有齿轮,所述滑轨与齿轮齿连接。
8、进一步地,所述支撑柱的底端转动连接有支撑轮,所述滑轨上设置有对应支撑轮的轮槽,所述支撑轮与轮槽的底面相抵触。
9、与现有技术相比,本实用新型的有益效果是:通过在铸钢熔炼炉和砂型生产线之间设置转运机构,通过转运机构的支撑板上的保温炉可盛放钢水并保温,通过支撑柱的水平滑动、支撑板的竖直滑动、转运板的移动以及倾转油缸的倾转,实现自动接料和浇铸,减少人工,提高浇铸效率,保证生产安全。
技术特征:
1.一种铸钢件浇铸系统,包括若干铸钢熔炼炉和砂型生产线,其特征在于:所述铸钢熔炼炉和砂型生产线之间设置有转运机构,所述转运机构包括滑轨、支撑柱、支撑板和转运炉,所述支撑柱与滑轨水平滑动连接,所述支撑板与支撑柱竖直滑动连接,所述转运炉与支撑板铰接,所述转运炉上朝向砂型生产线的一侧设置有浇铸嘴。
2.根据权利要求1所述的铸钢件浇铸系统,其特征在于:所述支撑板与转运炉之间设置有转运板,所述转运板与支撑板滑动连接,且滑动方向朝向砂型生产线。
3.根据权利要求2所述的铸钢件浇铸系统,其特征在于:所述支撑板上设置有转运电机,所述转运电机的主轴上设置有转运丝杆,所述转运板设置有对应转运丝杆的转运丝母。
4.根据权利要求3所述的铸钢件浇铸系统,其特征在于:所述转运板上设置有支撑杆,所述转运炉与支撑杆的顶端铰接,所述转运板上设置有倾转油缸,所述倾转油缸的缸体与转运板铰接,倾转油缸的活塞杆与转运炉铰接。
5.根据权利要求4所述的铸钢件浇铸系统,其特征在于:所述支撑柱上设置有升降电机,所述升降电机的主轴上设置有升降丝杆,所述支撑板上设置有对应升降丝杆的升降丝母。
6.根据权利要求5所述的铸钢件浇铸系统,其特征在于:所述支撑柱上设置有移动电机,所述移动电机的主轴上连接有齿轮,所述滑轨与齿轮齿连接。
7.根据权利要求6所述的铸钢件浇铸系统,其特征在于:所述支撑柱的底端转动连接有支撑轮,所述滑轨上设置有对应支撑轮的轮槽,所述支撑轮与轮槽的底面相抵触。
技术总结
本技术公开了一种铸钢件浇铸系统,包括若干铸钢熔炼炉和砂型生产线,所述铸钢熔炼炉和砂型生产线之间设置有转运机构,所述转运机构包括滑轨、支撑柱、支撑板和转运炉,所述支撑柱与滑轨水平滑动连接,所述支撑板与支撑柱竖直滑动连接,所述转运炉与支撑板铰接,所述转运炉上朝向砂型生产线的一侧设置有浇铸嘴,保温炉可对钢水进行保温,减少其表面金属渣的形成,提高浇铸质量,实现自动浇铸,减少人工,提高浇铸效率,提高生产安全性。
技术研发人员:赵建松,王佳佳,沈新家
受保护的技术使用者:浙江添发精密机械有限公司
技术研发日:20230331
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!