一种沉没辊轴套组件的制作方法
本技术涉及一种沉没辊,具体是涉及一种沉没辊轴套组件。
背景技术:
1、在生产镀锌钢板时,镀锌处理的质量是非常重要的。将钢板连续浸泡在400-650℃的的熔融锌液中进行处理,在熔融锌液中设置有用于改变钢板行进方向的辊,一般称为“沉没辊”。沉没辊的表面结构对镀锌处理的质量有很大的影响,利用现有的沉没辊进行镀锌处理时,沉没辊一般为不锈钢材质,不锈钢材质的辊体浸在熔融的锌液中,沉没辊的轴头会发生显著的腐蚀和磨损,为此,现有技术中在轴头装配了轴套,而轴套与轴头是焊接在一起的,轴套的焊缝会发生显著的腐蚀,从而造成轴套的工作维护期较短,提高了维护成本。
技术实现思路
1、本实用新型的目的在于提供一种能延长工作时间,降低维护成本的沉没辊轴套组件。
2、为解决上述技术问题,本实用新型所采用的技术方案是:
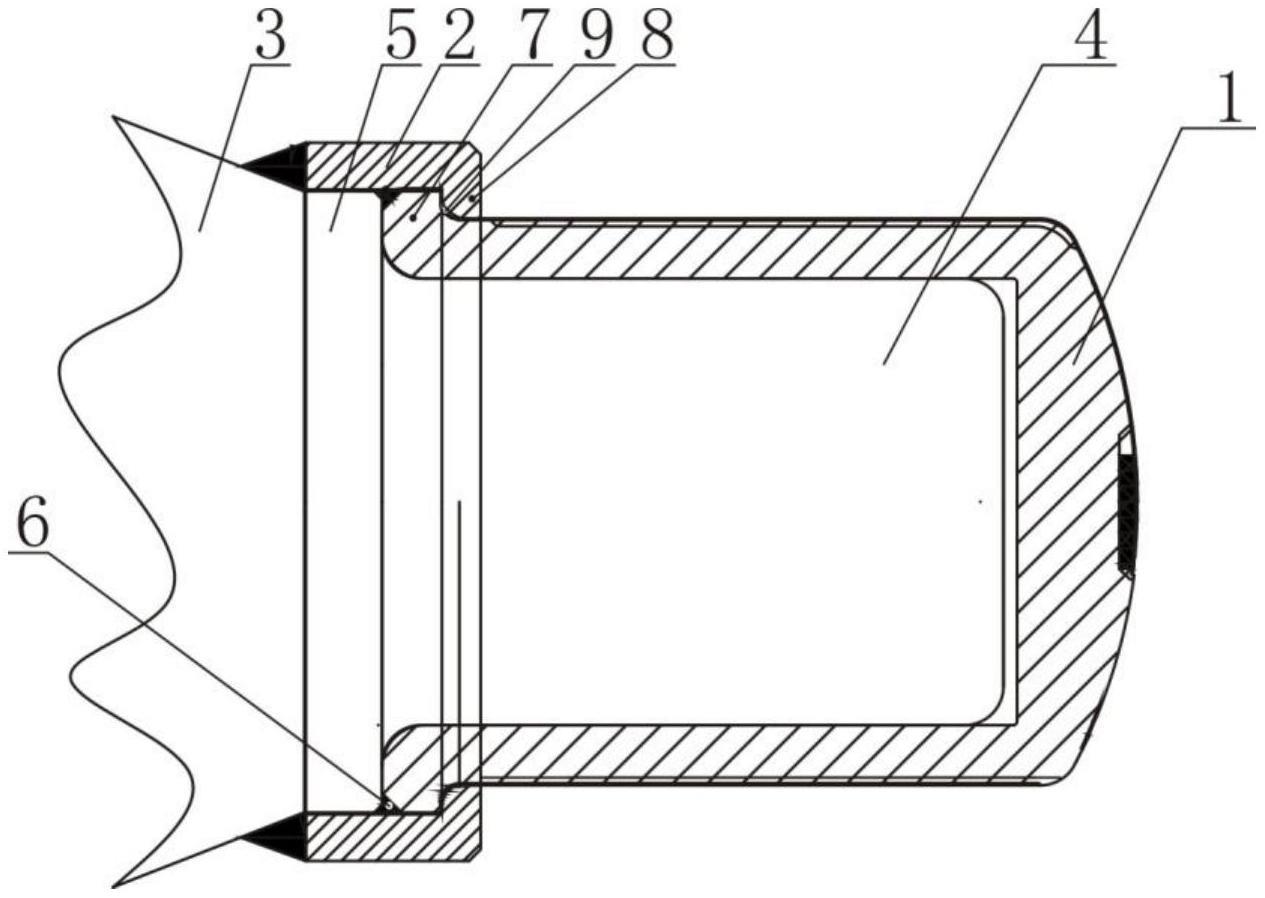
3、一种沉没辊轴套组件,包括轴套和焊缝防护套,轴套装配到沉没辊的轴头上并与沉没辊的轴肩焊接,所述焊缝防护套套装到轴套上,用以将轴套与轴肩之间的焊接点密封住。
4、进一步地,所述轴套的端口周边设有环形凸台,所述焊缝防护套的一端的环形挡盖抵在环形凸台的侧壁上,焊缝防护套的另一端与沉没辊密闭焊接。
5、进一步地,所述环形挡盖与环形凸台的侧壁之间设有石墨密封垫。
6、进一步地,所述环形凸台的侧边的拐角处开有用以焊接的坡口。
7、进一步地,所述轴套的端口内侧拐角处设有圆弧导角。
8、进一步地,所述沉没辊的轴头与轴套之间采用过盈配合的安装方式。
9、进一步地,所述过盈配合的过盈量为0.03—0.05mm。
10、进一步地,所述轴套的外圆周面上设有耐高温耐磨涂层。
11、进一步地,所述轴套的外端面上设有凹槽,凹槽中填充有耐高温耐磨涂层,耐高温耐磨涂层与轴套的外端面平齐。
12、进一步地,所述凹槽为直径为40mm的圆形槽,圆形槽的槽深为4mm。
13、本实用新型的有益效果在于:
14、本专利由于增设了焊缝防护套,将轴套与沉没辊的焊缝封闭住,大大延长了轴套的工作使用维护期,降低了维护成本;
15、本专利在焊缝防护套的环形挡盖与轴套的环形凸台之间增设了石墨密封垫,大大提高了焊缝防护套的密封性;
16、本专利在轴套的端口内侧拐角处设有圆弧导角,方便了沉没辊轴头的装配;
17、本专利在环形凸台的焊缝处开设了坡口,以提高焊接的牢固性。
技术特征:
1.一种沉没辊轴套组件,其特征在于:包括轴套和焊缝防护套,轴套装配到沉没辊的轴头上并与沉没辊的轴肩焊接,所述焊缝防护套套装到轴套上,用以将轴套与轴肩之间的焊接点密封住。
2.根据权利要求1所述的沉没辊轴套组件,其特征在于:所述轴套的端口周边设有环形凸台,所述焊缝防护套的一端的环形挡盖抵在环形凸台的侧壁上,焊缝防护套的另一端与沉没辊密闭焊接。
3.根据权利要求2所述的沉没辊轴套组件,其特征在于:所述环形挡盖与环形凸台的侧壁之间设有石墨密封垫。
4.根据权利要求3所述的沉没辊轴套组件,其特征在于:所述环形凸台的侧边的拐角处开有用以焊接的坡口。
5.根据权利要求4所述的沉没辊轴套组件,其特征在于:所述轴套的端口内侧拐角处设有圆弧导角。
6.根据权利要求5所述的沉没辊轴套组件,其特征在于:所述沉没辊的轴头与轴套之间采用过盈配合的安装方式。
7.根据权利要求6所述的沉没辊轴套组件,其特征在于:所述过盈配合的过盈量为0.03—0.05mm。
8.根据权利要求1所述的沉没辊轴套组件,其特征在于:所述轴套的外圆周面上设有耐高温耐磨涂层。
9.根据权利要求8所述的沉没辊轴套组件,其特征在于:所述轴套的外端面上设有凹槽,凹槽中填充有耐高温耐磨涂层,耐高温耐磨涂层与轴套的外端面平齐。
10.根据权利要求9所述的沉没辊轴套组件,其特征在于:所述凹槽为直径为40mm的圆形槽,圆形槽的槽深为4mm。
技术总结
本技术公开了一种沉没辊轴套组件,包括轴套和焊缝防护套,轴套装配到沉没辊的轴头上并与沉没辊的轴肩焊接,所述焊缝防护套套装到轴套上,用以将轴套与轴肩之间的焊接点密封住;所述轴套的端口周边设有环形凸台,所述焊缝防护套的一端的环形挡盖抵在环形凸台的侧壁上,焊缝防护套的另一端与沉没辊密闭焊接;所述环形挡盖与环形凸台的侧壁之间设有石墨密封垫,石墨密封垫大大提高了焊缝防护套的密封性。本专利由于增设了焊缝防护套,将轴套与沉没辊的焊缝封闭住,大大延长了轴套的工作使用维护期,降低了维护成本。
技术研发人员:高吉文
受保护的技术使用者:东华隆(广州)表面改质技术有限公司
技术研发日:20230425
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!