一种真空加热炉零部件的铸造模具的制作方法
本技术属于铸造模具,具体涉及一种真空加热炉零部件的铸造模具。
背景技术:
1、真空加热炉,以相变换热方式,在一个无不凝结气体的密封容器中,中间介质吸收燃料燃烧产生的热量后汽化成气态并进入气象空间,在气相空间将汽化潜热传递给冷凝换热器盘管内的工质后,冷凝成液体回到液相空间,再次被燃料燃烧加热蒸发,工质不断带走中间介质传递的气化潜能,燃料燃烧后不符按共计给中间介质燃烧热量,从而形成动态热平衡,真空锅炉不存在膨胀、爆炸、破裂的危险,安全可靠,真空加热炉是由多个零部件加工而成,而零部件则采用铸造模具实现铸造成型,通过铸造模具加工零部件,提高其生产效率和零部件的精度。
2、现有的真空加热炉零部件铸造模具是由上模和下模组成的,其两个模体合在一起,其内部形成一个铸造模腔,通过模腔即可实现零部件的铸造成型,但是存在以下缺陷:
3、(1)真空加热炉零部件铸造模具在进行转运维护时,为避免模腔内部在转运过程中损坏,进而都需要将上下模进行合模同步搬运转移的,而在实际搬运转移过程中,由于上下模之间没有锁模结构进行上下锁紧固定,导致其搬运中容易出现上下模开模现象,从而影响转运安全性的问题,为此我们提出一种真空加热炉零部件的铸造模具。
技术实现思路
1、本实用新型的目的在于提供一种真空加热炉零部件的铸造模具,以解决上述背景技术中提出的铸造模具在合模转运中,容易出现上下模分离开模现象,进而影响转运安全性的问题。
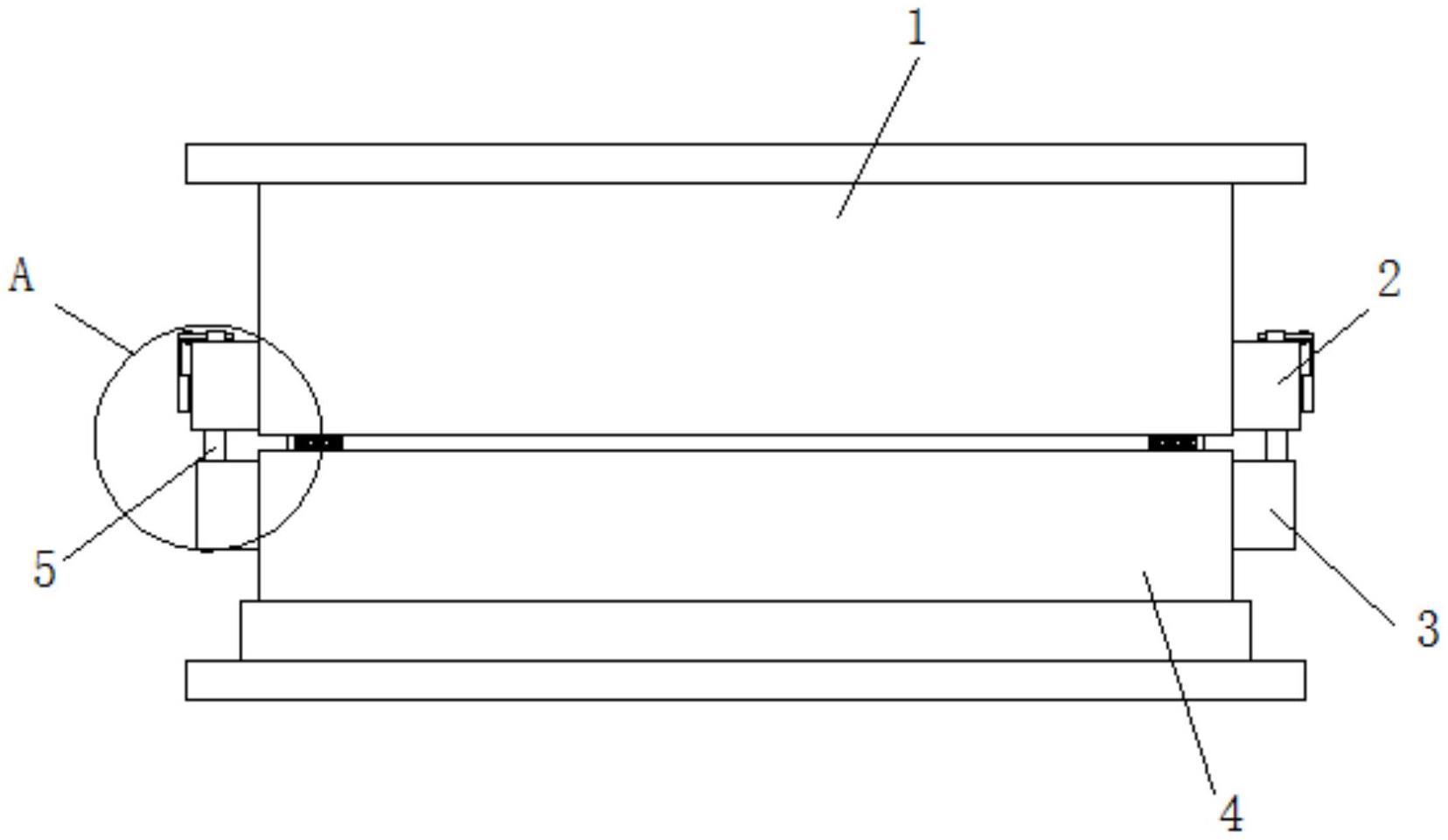
2、为实现上述目的,本实用新型提供如下技术方案:一种真空加热炉零部件的铸造模具,包括上模体和下模体,所述上模体的外壁两侧均固定有锁筒,所述锁筒的侧壁开设有锁孔,所述下模体的外壁两侧均固定有组装框架,所述组装框架的内侧设置有锁块,所述锁块的一端侧壁开设有滑孔,所述滑孔的内部贯穿有滑杆,所述滑杆固定在组装框架的内壁上,所述滑杆的一端外壁套设有弹簧,所述锁块的另一端延伸至锁筒的内部,且锁块的另一端卡在锁孔的内侧。
3、优选的,所述锁筒的外部设置有挡架,所述挡架的表面开设有通孔,所述通孔的内部贯穿有止位销,所述锁筒的顶面开设有止位槽。
4、优选的,所述止位销的侧壁开设有限位孔,所述限位孔的内部设置有限位块,所述限位块固定在通孔内壁上。
5、优选的,所述止位销的纵截面为t字型结构,所述止位销的端面设置有磁铁。
6、优选的,所述挡架的外壁套设有滑架,所述滑架固定在锁筒的顶部,所述挡架的表面开设有挡孔,所述挡孔的内部设置有挡块,所述挡块固定在滑架内部。
7、优选的,所述锁块的纵截面为7字型结构。
8、优选的,所述锁块的顶面开设有镶嵌凹槽,所述镶嵌凹槽内镶嵌有滚珠。
9、与现有技术相比,本实用新型的有益效果是:
10、(1)通过设计的锁筒、锁块、滑杆、弹簧以及组装框架,将锁筒固定在上模体上,其锁块通过滑杆以及组装框架水平滑移安装到下模体上,在需要进行转运模具时,通过铸造机进行合模过程中,锁块的斜面与锁筒端面接触,并且产生挤压作用力,推动锁块水平滑移,同时端部插入到锁筒内,待其合模完毕后,处于压缩状态的弹簧对锁块产生弹力作用,推动锁块的一端滑移至锁孔内,实现对上下模体锁固,有效的避免转运过程中出现开模分离现象,使其转运更加安全可靠,通过设计的挡架、止位销以及止位槽,待其上下模处于铸造机上正常工作时,通过将挡架的一端置于锁孔内部,且通过止位销插入到止位槽内进行锁定,实现对锁孔封堵,避免锁块卡在其内侧而影响模具正常开闭工作,通过设计的限位块和限位孔,实现对止位销处于挡架上滑动限位,防止脱落,通过设计的磁铁,待止位销插入到止位槽内后,可与钢铁材质构件的锁筒磁性吸附,进而对止位销插接进一步固定,通过设计的滚珠,起到润滑作用,保证锁块的斜面受到挤压时,减少摩擦阻力影响。
技术特征:
1.一种真空加热炉零部件的铸造模具,包括上模体(1)和下模体(4),其特征在于:所述上模体(1)的外壁两侧均固定有锁筒(2),所述锁筒(2)的侧壁开设有锁孔(15),所述下模体(4)的外壁两侧均固定有组装框架(3),所述组装框架(3)的内侧设置有锁块(5),所述锁块(5)的一端侧壁开设有滑孔(13),所述滑孔(13)的内部贯穿有滑杆(12),所述滑杆(12)固定在组装框架(3)的内壁上,所述滑杆(12)的一端外壁套设有弹簧(11),所述锁块(5)的另一端延伸至锁筒(2)的内部,且锁块(5)的另一端卡在锁孔(15)的内侧。
2.根据权利要求1所述的一种真空加热炉零部件的铸造模具,其特征在于:所述锁筒(2)的外部设置有挡架(8),所述挡架(8)的表面开设有通孔,所述通孔的内部贯穿有止位销(6),所述锁筒(2)的顶面开设有止位槽(16)。
3.根据权利要求2所述的一种真空加热炉零部件的铸造模具,其特征在于:所述止位销(6)的侧壁开设有限位孔(18),所述限位孔(18)的内部设置有限位块(17),所述限位块(17)固定在通孔内壁上。
4.根据权利要求3所述的一种真空加热炉零部件的铸造模具,其特征在于:所述止位销(6)的纵截面为t字型结构,所述止位销(6)的端面设置有磁铁(19)。
5.根据权利要求2所述的一种真空加热炉零部件的铸造模具,其特征在于:所述挡架(8)的外壁套设有滑架(7),所述滑架(7)固定在锁筒(2)的顶部,所述挡架(8)的表面开设有挡孔(10),所述挡孔(10)的内部设置有挡块(9),所述挡块(9)固定在滑架(7)内部。
6.根据权利要求1所述的一种真空加热炉零部件的铸造模具,其特征在于:所述锁块(5)的纵截面为7字型结构。
7.根据权利要求6所述的一种真空加热炉零部件的铸造模具,其特征在于:所述锁块(5)的顶面开设有镶嵌凹槽,所述镶嵌凹槽内镶嵌有滚珠(14)。
技术总结
本技术公开了一种真空加热炉零部件的铸造模具,包括上模体和下模体,所述上模体的外壁两侧均固定有锁筒,所述锁筒的侧壁开设有锁孔,所述下模体的外壁两侧均固定有组装框架;本技术通过设计的锁筒、锁块、滑杆、弹簧以及组装框架,将锁筒固定在上模体上,其锁块通过滑杆以及组装框架水平滑移安装到下模体上,在需要进行转运模具时,通过铸造机进行合模过程中,锁块的斜面与锁筒端面接触,并且产生挤压作用力,推动锁块水平滑移,同时端部插入到锁筒内,待其合模完毕后,处于压缩状态的弹簧对锁块产生弹力作用,推动锁块的一端滑移至锁孔内,实现对上下模体锁固,有效的避免转运过程中出现开模分离现象,使其转运更加安全可靠。
技术研发人员:王安海
受保护的技术使用者:唐山曹妃甸区勃特工程机械有限公司
技术研发日:20230428
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!