基于车床改造用于磨刀的装置的制作方法
本技术涉及一种基于车床改造用于磨刀的装置,属于机械加工。
背景技术:
1、由于各类圆刀需求增大,经过一段时间的使用后,需要重新进行磨削,以保证工作的可靠性,目前市面有圆刀的磨刀机,但购买磨刀机导致成本过高。随着技术的发展,部分老式车床cd6140a都被替换成了数控加工车床和数控加工中心,经考察研究决定,在原cd6140a车床上进行改进研发,研发一种可进行磨削圆刀的磨刀机。
技术实现思路
1、本实用新型要解决的技术问题是:克服现有技术的不足,提供一种基于车床改造用于磨刀的装置,把原cd6140a车床经过改造,中滑板上方刀架进行改造,通过主轴箱内锥度定位同心安装,安装加持装置代替磨刀机研磨各类圆刀,在降低成本的同时,大大提高工作效率。
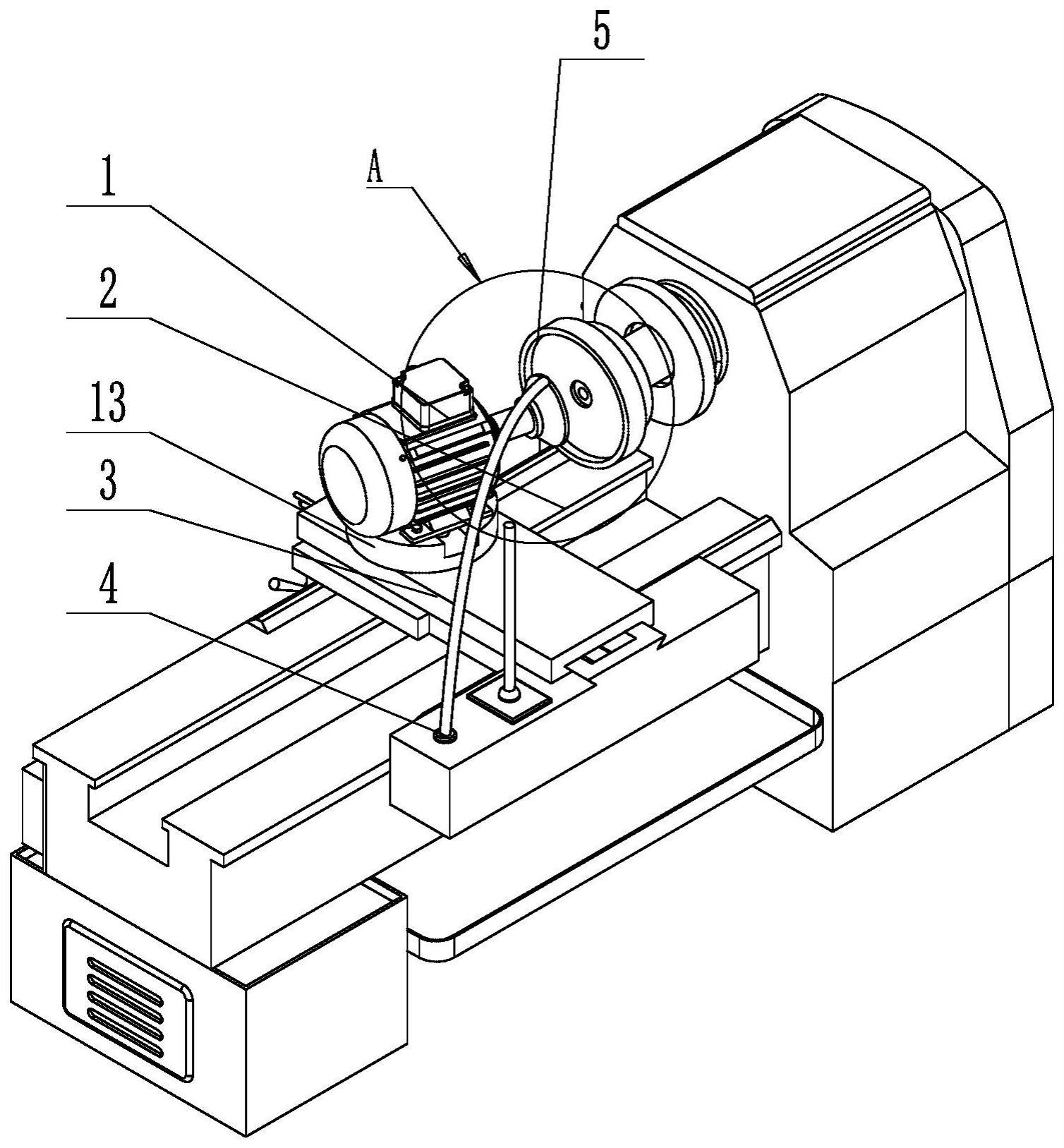
2、本实用新型所述的基于车床改造用于磨刀的装置,包括主轴箱、进给箱、丝杠与光杠、溜板箱和床身,溜板箱包含中滑板,中滑板上表面固定安装磨削装置,主轴箱输出端安装加持装置,加持装置包括圆盘夹持端,圆盘夹持端一端端面连接夹持轴,加持轴连接到主轴箱输出端。
3、进一步地,圆盘夹持端外圈设置环形保护台,环形保护台内设置夹持部。
4、进一步地,夹持部中心设置左旋螺纹孔,螺纹孔内安装相适配的加持螺栓。
5、进一步地,磨削装置包括安装在中滑板上的底座,底座上安装驱动电机,驱动电机输出端安装磨削刀。
6、进一步地,溜板箱一侧设置冷却液供给装置,冷却液供给输出端设有可弯曲的管道。
7、进一步地,中滑板上开设用于调整底座角度的环形槽。
8、进一步地,床身一侧安装防护罩。
9、与现有技术相比,本实用新型的有益效果是:
10、本实用新型把原cd6140a车床经过改造,中滑板上安装磨削装置,通过主轴箱内锥度定位同心安装加持装置代替磨刀机研磨各类圆刀,有效在降低成本的同时,大大提高工作效率。
技术特征:
1.一种基于车床改造用于磨刀的装置,包括主轴箱、进给箱、丝杠与光杠、溜板箱和床身(2),溜板箱包含中滑板(3),其特征在于,中滑板(3)上表面固定安装磨削装置(1),主轴箱输出端安装加持装置(5),加持装置(5)包括圆盘夹持端,圆盘夹持端一端端面连接夹持轴,加持轴连接到主轴箱输出端。
2.根据权利要求1所述的基于车床改造用于磨刀的装置,其特征在于,圆盘夹持端外圈设置环形保护台(51),环形保护台(51)内设置夹持部(52)。
3.根据权利要求2所述的基于车床改造用于磨刀的装置,其特征在于,夹持部(52)中心设置左旋螺纹孔,螺纹孔内安装相适配的加持螺栓。
4.根据权利要求1-3任一项所述的基于车床改造用于磨刀的装置,其特征在于,磨削装置(1)包括安装在中滑板(3)上的底座(13),底座(13)上安装驱动电机(12),驱动电机(12)输出端安装磨削刀(11)。
5.根据权利要求4所述的基于车床改造用于磨刀的装置,其特征在于,溜板箱一侧设置冷却液供给装置,冷却液供给输出端设有可弯曲的管道(4)。
6.根据权利要求5所述的基于车床改造用于磨刀的装置,其特征在于,中滑板(3)上开设用于调整底座(13)角度的环形槽(31)。
7.根据权利要求4所述的基于车床改造用于磨刀的装置,其特征在于,床身(2)一侧安装防护罩。
技术总结
本技术涉及一种基于车床改造用于磨刀的装置,属于机械加工技术领域。包括主轴箱、进给箱、丝杠与光杠、溜板箱和床身,溜板箱包含中滑板,中滑板上表面固定安装磨削装置,主轴箱输出端安装加持装置,加持装置包括圆盘夹持端,圆盘夹持端一端端面连接夹持轴,加持轴连接到主轴箱输出端。本技术提供一种基于车床改造用于磨刀的装置,把原CD6140A车床经过改造,中滑板上方刀架进行改造,通过主轴箱内锥度定位同心安装安装加持装置代替磨刀机研磨各类圆刀,在降低成本的同时,大大提高工作效率。
技术研发人员:刘芝龙,孙士翔,张滨
受保护的技术使用者:山东博汇纸业股份有限公司
技术研发日:20230511
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!