一种铝合金压铸件的成型设备的制作方法
本技术涉及铝合金压铸件的成型设备领域,尤其涉及一种铝合金压铸件的成型设备。
背景技术:
1、现有的铝合金压铸件的成型设备,有的采用人工进行加注铝合金压铸液,加注的量不能够控制,而且大大降低了压铸效率。
2、因此,有必要提供一种新的铝合金压铸件的成型设备解决上述技术问题。
技术实现思路
1、为解决上述技术问题,本实用新型提供一种铝合金压铸件的成型设备,包括机体,所述机体的顶部固定有左模具和合模气缸,所述合模气缸的输出轴固定连接有右模具,所述右模具和左模具合模形成模腔,所述机体上还安装有用于对模腔进行供料的供料装置,所述供料装置包括固定在机体上的供料气缸,所述供料气缸的输出轴固定连接有第一活塞,所述左模具一侧安装有与模腔连通的供料管,且活塞设置在供料管内,所述供料管上方安装有料斗,所述料斗与供料管之间安装有用于调节压铸熔液加注量的调节装置。
2、优选的,所述调节装置包括固定在供料管和料斗之间的壳体,所述壳体的一侧固定有伺服电机,所述壳体背对伺服电机的一侧设有圆形槽,所述圆形槽内转动连接有圆盘,且伺服电机的输出轴与圆盘一侧中心固定连接,所述圆盘的中部贯穿式设有与供料管和料斗连通的通孔,所述通孔的中部设有隔板,所述隔板将通孔分割成两个容纳槽,所述容纳槽内筒安装有活塞组件,所述容纳槽内位于活塞组件和隔板之间设有调节腔,所述圆盘的一侧固定有调节液箱和双向泵,所述双向泵的两个端口分别与调节腔和调节液箱连通。
3、优选的,所述活塞组件包括与调节腔接触的橡胶活塞,所述橡胶活塞的一侧通过隔热杆连接有耐高温活塞。
4、优选的,所述右模具上设有排气通道。
5、优选的,所述供料管和模腔处于同一直线上。
6、与相关技术相比较,本实用新型提供的铝合金压铸件的成型设备具有如下有益效果:通过调节装置的设置,能够调节每次压铸液上料的量,进而满足不同压铸件的供料需求,通过周期性供料,压铸效率比较高。
技术特征:
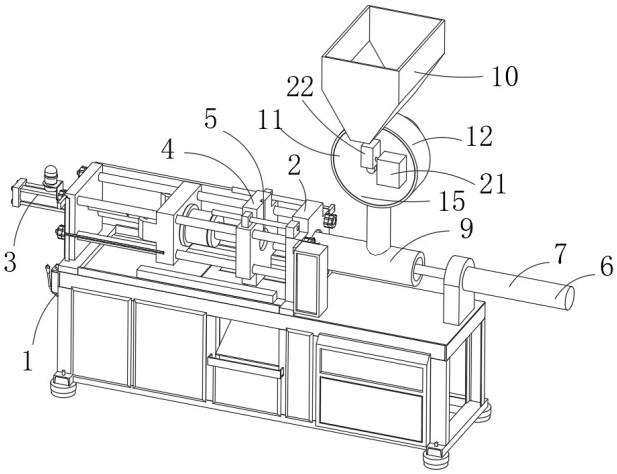
1.一种铝合金压铸件的成型设备,包括机体(1),所述机体(1)的顶部固定有左模具(2)和合模气缸(3),所述合模气缸(3)的输出轴固定连接有右模具(4),所述右模具(4)和左模具(2)合模形成模腔,所述机体(1)上还安装有用于对模腔进行供料的供料装置(6),其特征在于,所述供料装置(6)包括固定在机体(1)上的供料气缸(7),所述供料气缸(7)的输出轴固定连接有第一活塞(8),所述左模具(2)一侧安装有与模腔连通的供料管(9),且第一活塞(8)设置在供料管(9)内,所述供料管(9)上方安装有料斗(10),所述料斗(10)与供料管(9)之间安装有用于调节压铸熔液加注量的调节装置(11)。
2.根据权利要求1所述的铝合金压铸件的成型设备,其特征在于,所述调节装置(11)包括固定在供料管(9)和料斗(10)之间的壳体(12),所述壳体(12)的一侧固定有伺服电机(13),所述壳体(12)背对伺服电机(13)的一侧设有圆形槽(14),所述圆形槽(14)内转动连接有圆盘(15),且伺服电机(13)的输出轴与圆盘(15)一侧中心固定连接,所述圆盘(15)的中部贯穿式设有与供料管(9)和料斗(10)连通的通孔(16),所述通孔(16)的中部设有隔板(17),所述隔板(17)将通孔(16)分割成两个容纳槽(18),所述容纳槽(18)内筒安装有活塞组件(19),所述容纳槽(18)内位于活塞组件(19)和隔板(17)之间设有调节腔(20),所述圆盘(15)的一侧固定有调节液箱(21)和双向泵(22),所述双向泵(22)的两个端口分别与调节腔(20)和调节液箱(21)连通。
3.根据权利要求2所述的铝合金压铸件的成型设备,其特征在于,所述活塞组件(19)包括与调节腔(20)接触的橡胶活塞(23),所述橡胶活塞(23)的一侧通过隔热杆(24)连接有耐高温活塞(25)。
4.根据权利要求1所述的铝合金压铸件的成型设备,其特征在于,所述右模具(4)上设有排气通道(5)。
5.根据权利要求1所述的铝合金压铸件的成型设备,其特征在于,所述供料管(9)和模腔处于同一直线上。
技术总结
本技术涉及铝合金压铸件的成型设备领域,尤其涉及一种铝合金压铸件的成型设备,包括机体,所述机体的顶部固定有左模具和合模气缸,所述合模气缸的输出轴固定连接有右模具,所述右模具和左模具合模形成模腔,所述机体上还安装有用于对模腔进行供料的供料装置,所述供料装置包括固定在机体上的供料气缸,所述供料气缸的输出轴固定连接有第一活塞,所述左模具一侧安装有与模腔连通的供料管,且活塞设置在供料管内,所述供料管上方安装有料斗,该铝合金压铸件的成型设备,通过调节装置的设置,能够调节每次压铸液上料的量,进而满足不同压铸件的供料需求,通过周期性供料,压铸效率比较高。
技术研发人员:赵刚,何前进
受保护的技术使用者:湖北卓其精密科技有限公司
技术研发日:20230516
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!