一种铝型材输送装置的制作方法
本技术涉及铝型材加工,具体而言,涉及一种铝型材输送装置。
背景技术:
1、型材是铝、铁或钢以及具有一定强度和韧性的材料通过轧制、挤出、铸造等工艺制成的具有一定几何形状的物体,其中,铝型材的应用最为广泛,目前,铝合金型材在航空航天、汽车、机械制造、船舶、建筑和装修中均有大量应用。
2、铝型材加工完毕后需要进行时效处理并配合后续风冷以增强铝型材的性能,但是目前的铝型材在往时效炉本体中输送加工前后需要人工上下料,这样劳动强度大且容易烫伤,另外铝型材在完成时效处理流程后需要将其转移至其他区域的工业风扇处进行冷却,由于工业风扇为固定设置且不能随铝型材一起运动,这样就会导致冷却风的吹扫面积不均匀,进而导致铝型材的时效处理效果一般。
技术实现思路
1、本实用新型的目的是为了解决上述背景技术中提出问题,继而提出了一种铝型材输送装置。
2、本实用新型解决其技术问题所采取的技术方案是:
3、一种铝型材输送装置,包括时效炉本体和两条地轨,地轨处于时效炉本体内部且长于时效炉本体的长度延伸至外部地面上,地轨上配合有移动组件,移动组件上设置有放置架,放置架上设置有封堵板和多块放置板,地轨的末端一侧设置有伸缩组件,伸缩组件连接有封堵板,封堵板上设置有允许地轨通过的通孔以及降温组件,地轨的一侧滑动配合有六自由度机械臂。
4、本装置不需要人工进行铝型材的上下料流程,显著降低劳动强度以及安全风险,同时在完成时效处理后自动输送铝型材至时效炉本体外部并进行全面的风冷降温,保证铝型材的热处理效果,输送效果佳。
5、进一步地,所述移动组件包括行走轮和安装壳,每条地轨上配合有多个行走轮,行走轮转动连接在安装壳上,安装壳上设置有放置架。
6、上述方案通过移动组件实现放置架稳定输送铝型材进出时效炉本体进行热处理加工。
7、进一步地,所述放置板上等距设置多块分隔板。
8、上述方案通过多块分隔板配合放置板可以实现铝型材在放置架上的整齐摆放,不会杂乱堆放。
9、进一步地,所述伸缩组件为多级电动缸或多级气缸中其中一种。
10、上述方案通过伸缩组件配合移动组件自动化实现铝型材往时效炉本体内的输送流程。
11、进一步地,所述时效炉本体的两侧对称设置有滑轨,滑轨处于地轨和六自由度机械臂的运行轨道之间,滑轨上滑动配合有封堵板。
12、上述方案中滑轨可以在封堵板运动过程中起到导向的作用,同时保证后续热处理过程中对时效炉本体的封堵效果。
13、进一步地,所述降温组件包括固定板、气泵和主管,封堵板上设置有固定板,固定板上设置有气泵和主管,气泵连通主管,主管上连通有若干支管,支管处于放置架上方。
14、上述方案通过降温组件实现对铝型材时效处理后的全方位吹扫,降温全面效果佳。
15、进一步地,所述安装壳和放置架的连接处设置有加强板。
16、上述方案通过加强板可以提高安装壳对放置架的支撑强度。
17、进一步地,所述封堵板上镀有耐高温涂层。
18、上述方案在封堵板上镀有耐高温涂层以避免在热处理过程中发生损坏,延长其使用寿命。
19、与现有技术相比,本实用新型的有益效果是:
20、本装置通过时效炉本体、地轨、移动组件、放置架、放置板、封堵板、六自由度机械臂、伸缩组件以及降温组件的相互配合实现对铝型材的自动化输送已完成热处理流程,相比于现有技术,本装置不需要人工进行铝型材的上下料流程,显著降低劳动强度以及安全风险,同时在完成时效处理后自动输送铝型材至时效炉本体外部并进行全面的风冷降温,保证铝型材的热处理效果,输送效果佳。
技术特征:
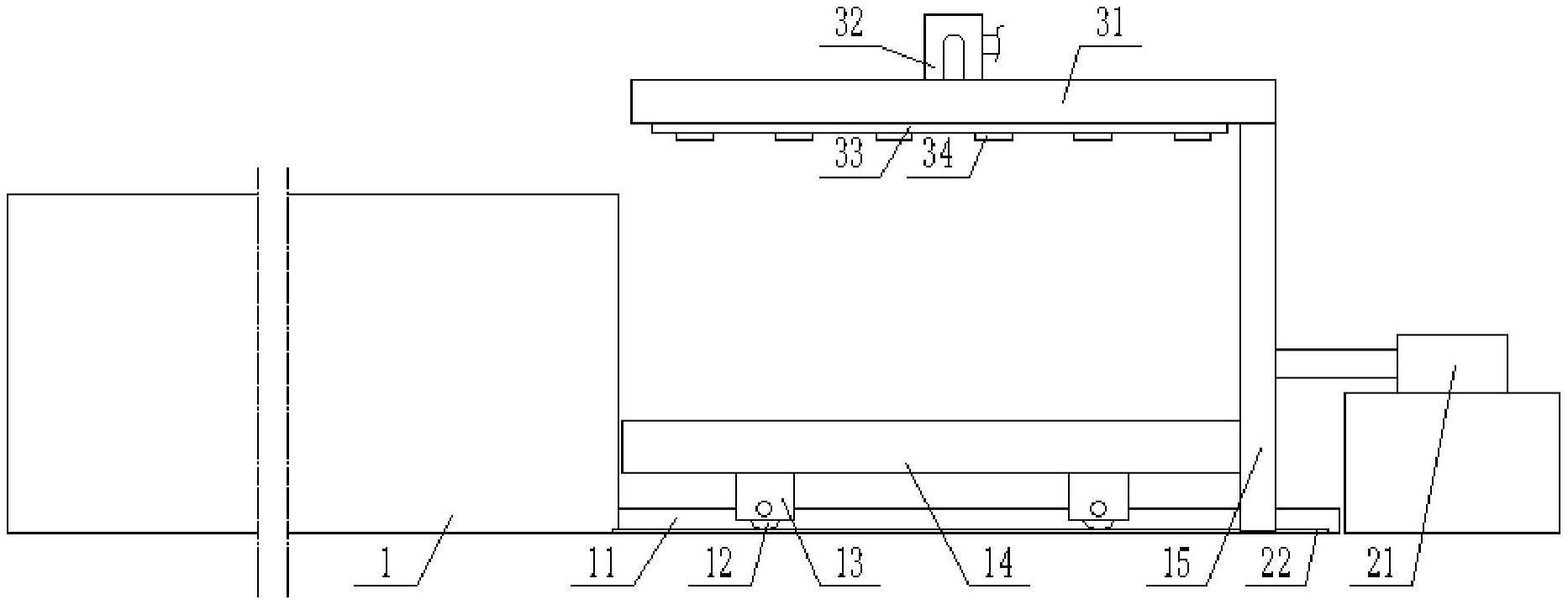
1.一种铝型材输送装置,其特征在于,包括时效炉本体(1)和两条地轨(11),地轨(11)处于时效炉本体(1)内部且长于时效炉本体(1)的长度延伸至外部地面上,地轨(11)上配合有移动组件,移动组件上设置有放置架(14),放置架(14)上设置有封堵板(15)和多块放置板(141),地轨(11)的末端一侧设置有伸缩组件(21),伸缩组件(21)连接有封堵板(15),封堵板(15)上设置有允许地轨(11)通过的通孔(16)以及降温组件,地轨(11)的一侧滑动配合有六自由度机械臂。
2.根据权利要求1所述的一种铝型材输送装置,其特征在于,所述移动组件包括行走轮(12)和安装壳(13),每条地轨(11)上配合有多个行走轮(12),行走轮(12)转动连接在安装壳(13)上,安装壳(13)上设置有放置架(14)。
3.根据权利要求1所述的一种铝型材输送装置,其特征在于,所述放置板(141)上等距设置多块分隔板(142)。
4.根据权利要求1所述的一种铝型材输送装置,其特征在于,所述伸缩组件(21)为多级电动缸或多级气缸中其中一种。
5.根据权利要求1所述的一种铝型材输送装置,其特征在于,所述时效炉本体(1)的两侧对称设置有滑轨(22),滑轨(22)处于地轨(11)和六自由度机械臂的运行轨道之间,滑轨(22)上滑动配合有封堵板(15)。
6.根据权利要求1所述的一种铝型材输送装置,其特征在于,所述降温组件包括固定板(31)、气泵(32)和主管(33),封堵板(15)上设置有固定板(31),固定板(31)上设置有气泵(32)和主管(33),气泵(32)连通主管(33),主管(33)上连通有若干支管(34),支管(34)处于放置架(14)上方。
7.根据权利要求2所述的一种铝型材输送装置,其特征在于,所述安装壳(13)和放置架(14)的连接处设置有加强板。
8.根据权利要求1所述的一种铝型材输送装置,其特征在于,所述封堵板(15)上镀有耐高温涂层。
技术总结
本技术提出了一种铝型材输送装置,涉及铝型材加工技术领域,包括时效炉本体和两条地轨,地轨处于时效炉本体内部且长于时效炉本体的长度延伸至外部地面上,地轨上配合有移动组件,移动组件上设置有放置架,放置架上设置有封堵板和多块放置板,地轨的末端一侧设置有伸缩组件,伸缩组件连接有封堵板,封堵板上设置有允许地轨通过的通孔以及降温组件,地轨的一侧滑动配合有六自由度机械臂;本装置不需要人工进行铝型材的上下料流程,显著降低劳动强度以及安全风险,同时在完成时效处理后自动输送铝型材至时效炉本体外部并进行全面的风冷降温,保证铝型材的热处理效果,输送效果佳。
技术研发人员:房涵,赵也,刘守奎,季相慧
受保护的技术使用者:山东豪门铝业有限公司
技术研发日:20230518
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!