一种磨床加工自动磨磁头的制作方法
本技术涉及磨头的,特别涉及一种磨床加工自动磨磁头。
背景技术:
1、磨床是利用磨具对工件表面进行磨削加工的机床。大多数的磨床是使用高速旋转的砂轮进行磨削加工,少数的是使用油石、砂带等其他磨具和游离磨料进行加工,如超精加工机床、砂带磨床、研磨机和抛光机等。而采用砂轮式自动磨对工件进行磨削加工处理时,易产生较多金属碎屑,而此部分金属碎屑四处散落,造成周围环境脏乱。
2、中国实用新型专利公开了一种抛光磨头及抛光设备(公开(公告)号cn207495265u),所述抛光磨头包括:本体,本体的中部设有通孔,通孔用于收容水管/气管;所述本体相背的两面分别设置第一连接部和抛光部,所述第一连接部用于将所述本体与抛光设备可拆卸连接,所述抛光部用于对器件进行抛光。通过上述方式,本发明能够提高抛光磨头的利用率。
3、然而,本发明人具体实施此装置时,发现存在以下缺陷:虽然其对磨头起到一定降温效果,但打磨作业过程中产生的金属碎屑难以进行处理,造成金属碎屑四处散落,有一定的使用局限性。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本实用新型提供一种实现对打磨过程中产生碎屑进行吸附,减少金属碎屑四处散落,使现场环境保持洁净的磨床加工自动磨磁头。
3、(二)技术方案
4、为实现上述目的,本实用新型提供如下技术方案:一种磨床加工自动磨磁头,包括打磨头机构和安装于打磨头机构上的磁吸头组件,所述打磨头机构包括壳体和转动安装于壳体上的磨轮,所述磁吸头组件包括环形壳和位于环形壳内的环形磁铁,所述壳体与环形壳连接为一体,所述环形壳、环形磁铁和磨轮的中心轴线共线;进一步的,壳体通过多个连接杆与环形壳体连接为一体。
5、优选的,所述环形壳上安装有两卡持限位机构,卡持限位机构用于环形磁铁的夹持限位,所述卡持限位机构包括固定安装于环形壳上的安装柱和铰接安装于安装柱上的卡板;卡持限位机构也可采用顶紧螺栓等具有等同限位效果的其他限位件。
6、优选的,所述卡板上螺装有限位螺栓;通过限位螺栓将环形磁铁限制于环形壳内。
7、优选的,所述环形磁铁上设置有与限位螺栓相契合的限位孔,所述限位螺栓插入至限位孔内。
8、优选的,所述环形壳内固定安装有导向柱,所述环形磁铁上设置有与导向柱处相契合的导向孔,所述环形磁铁可沿导向柱上下移动,所述导向柱上套设有拉簧,所述拉簧的一端与导向柱连接,所述拉簧的另一端与环形磁铁连接。
9、优选的,所述环形壳上安装有环形刷。
10、优选的,所述环形刷的底部毛刷部低于磨轮底端面,所述磨轮的底端面低于环形壳的底端面0.4-0.8cm。
11、优选的,所述环形壳采用非磁化材料;如塑料材质、玻璃钢材质等不具有磁化效果的材料。
12、(三)有益效果
13、与现有技术相比,本实用新型提供了一种磨床加工自动磨磁头,具备以下有益效果:在磨头对工件打磨过程中,产生的金属碎屑在环形磁铁作用下被吸附至环形壳底部,有效减少了磨轮打磨过程中金属碎屑四处飞散,使现场环境保持洁净,当金属碎屑集聚到一定量后,将环形磁铁自壳体内取出,吸附至环形壳底部的碎屑自行脱离,以提高金属碎屑的集中清洁便捷性。
技术特征:
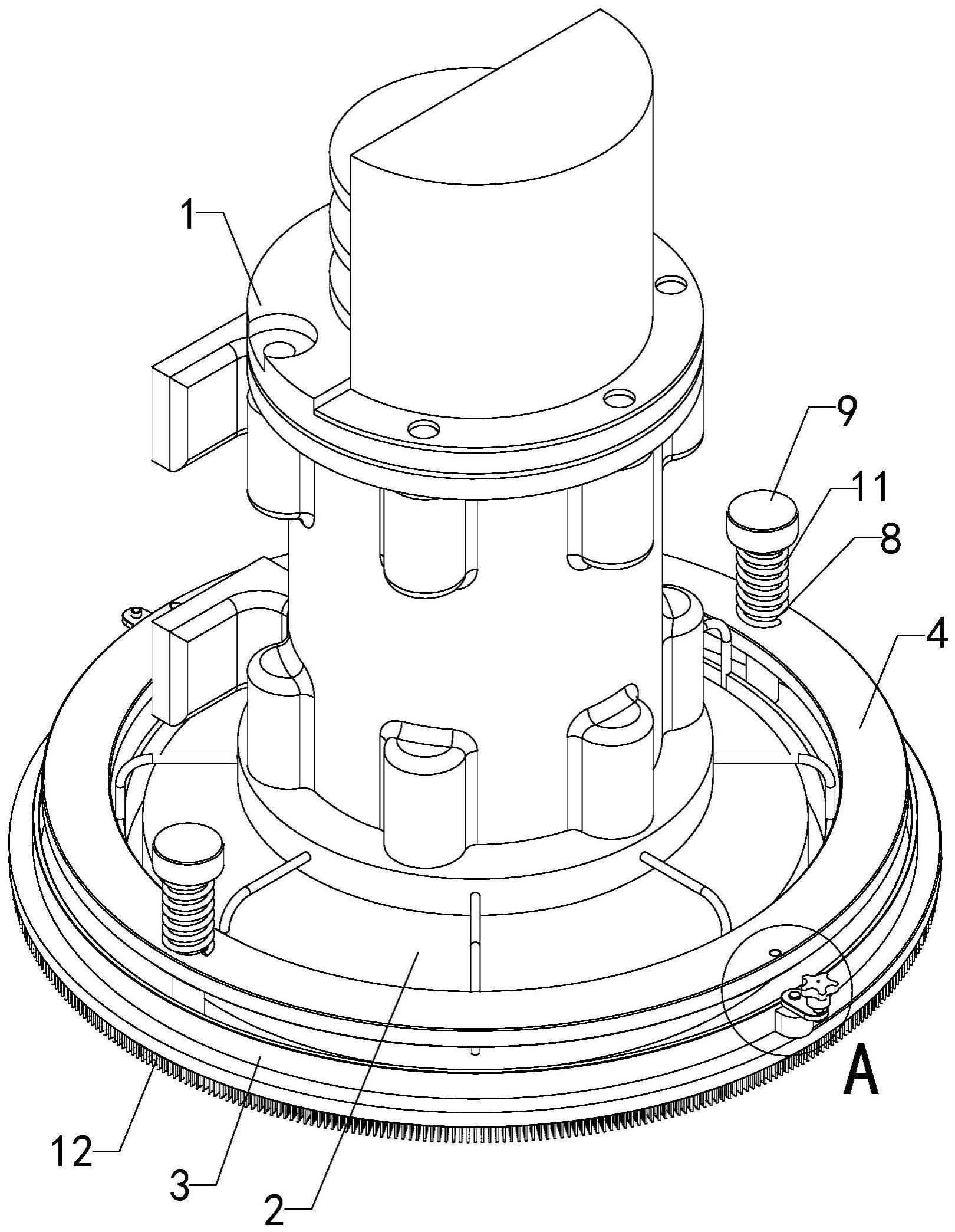
1.一种磨床加工自动磨磁头,其特征在于,包括打磨头机构和安装于打磨头机构上的磁吸头组件,所述打磨头机构包括壳体(1)和转动安装于壳体(1)上的磨轮(2),所述磁吸头组件包括环形壳(3)和位于环形壳(3)内的环形磁铁(4),所述壳体(1)与环形壳(3)连接为一体,所述环形壳(3)、环形磁铁(4)和磨轮(2)的中心轴线共线。
2.根据权利要求1所述的磨床加工自动磨磁头,其特征在于,所述环形壳(3)上安装有两卡持限位机构,卡持限位机构用于环形磁铁(4)的夹持限位,所述卡持限位机构包括固定安装于环形壳(3)上的安装柱(5)和铰接安装于安装柱(5)上的卡板(6)。
3.根据权利要求2所述的磨床加工自动磨磁头,其特征在于,所述卡板(6)上螺装有限位螺栓(7);通过限位螺栓(7)将环形磁铁(4)限制于环形壳(3)内。
4.根据权利要求3所述的磨床加工自动磨磁头,其特征在于,所述环形磁铁(4)上设置有与限位螺栓(7)相契合的限位孔(8),所述限位螺栓(7)插入至限位孔(8)内。
5.根据权利要求4所述的磨床加工自动磨磁头,其特征在于,所述环形壳(3)内固定安装有导向柱(9),所述环形磁铁(4)上设置有与导向柱(9)处相契合的导向孔(10),所述环形磁铁(4)可沿导向柱(9)上下移动,所述导向柱(9)上套设有拉簧(11),所述拉簧(11)的一端与导向柱(9)连接,所述拉簧(11)的另一端与环形磁铁(4)连接。
6.根据权利要求5所述的磨床加工自动磨磁头,其特征在于,所述环形壳(3)上安装有环形刷(12)。
7.根据权利要求6所述的磨床加工自动磨磁头,其特征在于,所述环形刷(12)的底部毛刷部低于磨轮(2)底端面,所述磨轮(2)的底端面低于环形壳(3)的底端面0.4-0.8cm。
8.根据权利要求7所述的磨床加工自动磨磁头,其特征在于,所述环形壳(3)采用非磁化材料。
技术总结
本技术涉及磨头的技术领域,特别涉及一种磨床加工自动磨磁头;实现对打磨过程中产生碎屑进行吸附,减少金属碎屑四处散落,使现场环境保持洁净;包括打磨头机构和安装于打磨头机构上的磁吸头组件,所述打磨头机构包括壳体和转动安装于壳体上的磨轮,所述磁吸头组件包括环形壳和位于环形壳体内的环形磁铁,所述壳体与环形壳连接为一体,所述环形壳体、环形磁铁和磨轮的中心轴线共线;所述环形壳上安装有两卡持限位机构,卡持限位机构用于环形磁铁的夹持限位,所述卡持限位机构包括固定安装于环形壳上的安装柱和铰接安装于安装柱上的卡板;卡持限位机构也可采用顶紧螺栓等具有等同限位效果的其他限位件。
技术研发人员:泮海昌,索恩康,邵淑妍
受保护的技术使用者:中达(河北)轴承制造有限公司
技术研发日:20230522
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!