一种热敏感材料零件喷涂用高速激光熔覆机的制作方法
本技术涉及激光熔覆机,具体为一种热敏感材料零件喷涂用高速激光熔覆机。
背景技术:
1、激光熔覆是指以高能密度的激光束作为热源,在基材表面预置熔覆层粉末(面积小时采用)或以同步送粉(大尺寸工件时)的方式,经激光束照射使粉末全部熔融而基材微熔,使熔覆层与基材达到冶金结合,从而大幅度提高基材性能的一种表面改性技术。
2、热敏感材料是对温度十分敏感的材料,在高温下性质容易发生改变,因此传统的涂覆方式不适用热敏感材料制成的零件,为此我们提出一种热敏感材料零件喷涂用高速激光熔覆机用于解决上述问题。
技术实现思路
1、本实用新型的目的在于提供一种热敏感材料零件喷涂用高速激光熔覆机,以解决上述背景技术中提出的问题。
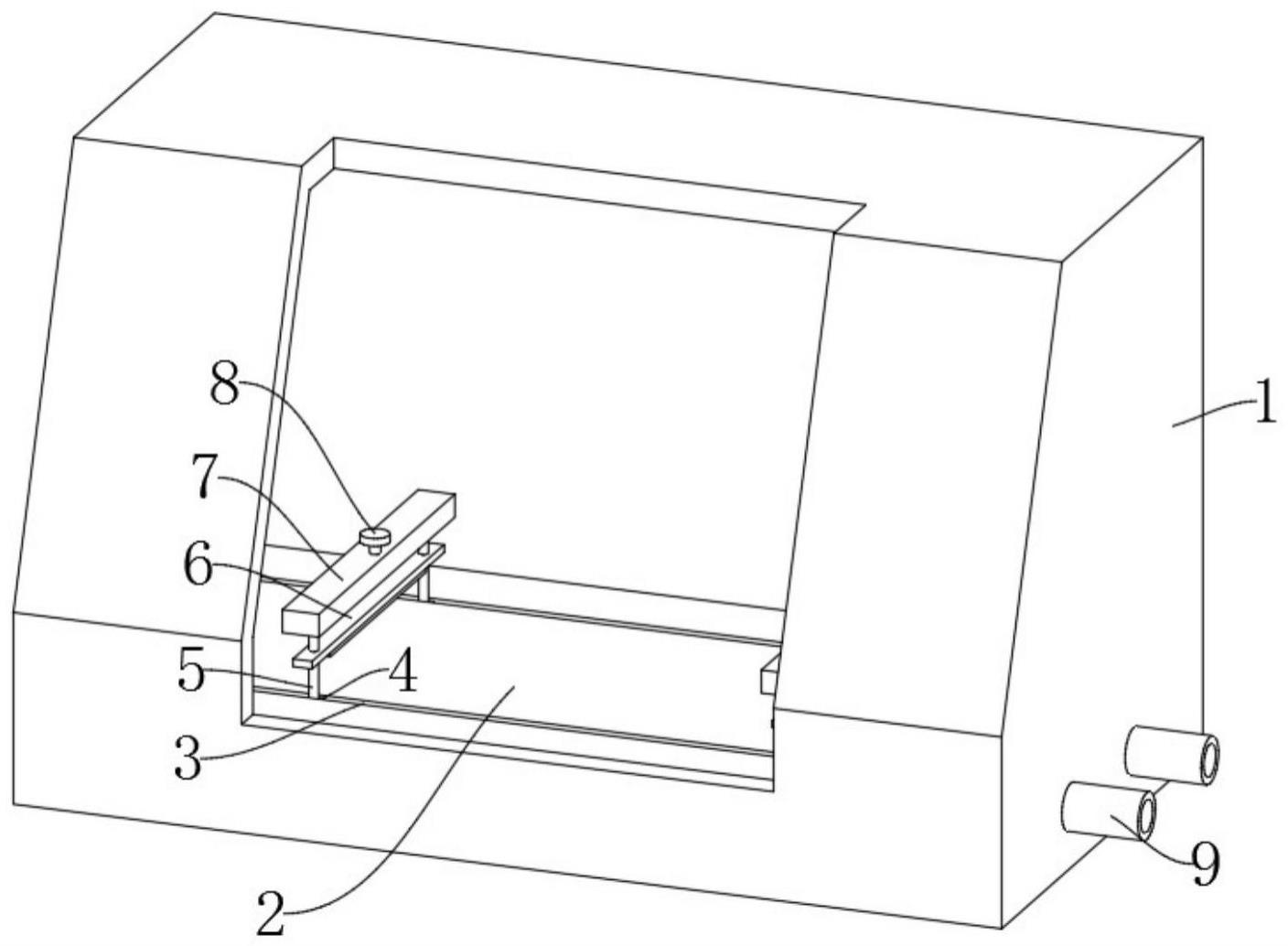
2、为实现上述目的,本实用新型提供如下技术方案:一种热敏感材料零件喷涂用高速激光熔覆机,包括高速激光熔覆机本体,所述高速激光熔覆机本体内的底部固定安装有工作台,所述工作台的顶面两侧分别内凹设有滑槽,所述滑槽内滑动设有若干滑块,所述滑块的顶部分别转动连接螺纹杆的一端,所述螺纹杆的顶部转动连接同步调节组件,所述同步调节组件的顶端中部转动连接调节旋钮,所述螺纹杆通过螺纹结构连接压板的两侧;
3、所述工作台的顶面固定连接有导热板,所述导热板的底部设有蛇形盘管。
4、优选的,所述高速激光熔覆机本体的一侧固定安装有冷却液传输管,所述冷却液传输管设有两个并且分别固定连接蛇形盘管的两端。
5、优选的,所述压板的底端固定连接有橡胶条。
6、优选的,所述滑槽和滑块均为燕尾结构,所述滑块的竖截面面积小于滑槽的竖截面面积。
7、优选的,所述同步调节组件包括壳体、传动杆、蜗杆一、蜗轮一、蜗轮二、蜗杆二,所述壳体的两侧底部转动连接螺纹杆的顶部,所述壳体内转动设有传动杆,所述传动杆两端分别固定连接蜗杆一,所述蜗杆一的一侧啮合连接蜗轮一,所述蜗轮一固定套接螺纹杆的顶部,所述传动杆的中部固定套接蜗轮二,所述蜗轮二的一侧啮合连接蜗杆二,所述蜗杆二固定连接调节旋钮。
8、与现有技术相比,本实用新型的有益效果是:通过转动调节旋钮,配合同步调节组件带动两侧螺纹杆转动,螺纹杆通过螺纹结构带动压板下压,压板进而对热敏感材料零件进行压合固定,同时压板的反作用力带动滑块抬起,滑块与滑槽通过摩擦力固定,进而保证对热敏感材料零件位置固定的稳固性,蛇形盘管内注入冷却液,配合导热板,对热敏感材料零件进行控温,防止热敏感材料零件温度过高发生变性。
技术特征:
1.一种热敏感材料零件喷涂用高速激光熔覆机,包括高速激光熔覆机本体(1),所述高速激光熔覆机本体(1)内的底部固定安装有工作台(2),其特征在于:所述工作台(2)的顶面两侧分别内凹设有滑槽(3),所述滑槽(3)内滑动设有若干滑块(4),所述滑块(4)的顶部分别转动连接螺纹杆(5)的一端,所述螺纹杆(5)的顶部转动连接同步调节组件(7),所述同步调节组件(7)的顶端中部转动连接调节旋钮(8),所述螺纹杆(5)通过螺纹结构连接压板(6)的两侧;
2.根据权利要求1所述的一种热敏感材料零件喷涂用高速激光熔覆机,其特征在于:所述高速激光熔覆机本体(1)的一侧固定安装有冷却液传输管(9),所述冷却液传输管(9)设有两个并且分别固定连接蛇形盘管(10)的两端。
3.根据权利要求1所述的一种热敏感材料零件喷涂用高速激光熔覆机,其特征在于:所述压板(6)的底端固定连接有橡胶条(61)。
4.根据权利要求1所述的一种热敏感材料零件喷涂用高速激光熔覆机,其特征在于:所述滑槽(3)和滑块(4)均为燕尾结构,所述滑块(4)的竖截面面积小于滑槽(3)的竖截面面积。
5.根据权利要求1所述的一种热敏感材料零件喷涂用高速激光熔覆机,其特征在于:所述同步调节组件(7)包括壳体(71)、传动杆(72)、蜗杆一(73)、蜗轮一(74)、蜗轮二(75)、蜗杆二(76),所述壳体(71)的两侧底部转动连接螺纹杆(5)的顶部,所述壳体(71)内转动设有传动杆(72),所述传动杆(72)两端分别固定连接蜗杆一(73),所述蜗杆一(73)的一侧啮合连接蜗轮一(74),所述蜗轮一(74)固定套接螺纹杆(5)的顶部,所述传动杆(72)的中部固定套接蜗轮二(75),所述蜗轮二(75)的一侧啮合连接蜗杆二(76),所述蜗杆二(76)固定连接调节旋钮(8)。
技术总结
本技术公开了一种热敏感材料零件喷涂用高速激光熔覆机,包括高速激光熔覆机本体,高速激光熔覆机本体内的底部固定安装有工作台,工作台的顶面两侧分别内凹设有滑槽,滑槽内滑动设有若干滑块,滑块的顶部分别转动连接螺纹杆的一端,螺纹杆的顶部转动连接同步调节组件,同步调节组件的顶端中部转动连接调节旋钮,螺纹杆通过螺纹结构连接压板的两侧;工作台的顶面固定连接有导热板,导热板的底部设有蛇形盘管。通过转动调节旋钮,配合同步调节组件带动两侧螺纹杆转动,螺纹杆通过螺纹结构带动压板下压,压板进而对热敏感材料零件进行压合固定,同时压板的反作用力带动滑块抬起,滑块与滑槽通过摩擦力固定。
技术研发人员:马猛,张庆芳,张悦,段金鹏
受保护的技术使用者:江苏优威激光科技有限公司
技术研发日:20230524
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!