一种用于防3D打印快速凝固的喷射装置
本技术涉及喷射装置,具体地,涉及一种用于防3d打印快速凝固的喷射装置。
背景技术:
1、喷射成形3d打印快速凝固工艺是基于节能、低消耗、低成本的目的发展起来的一种材料成形快速凝固的技术,该技术与传统铸造和粉末冶金技术相比,具有冷却速度快、材料组织均匀、晶粒细小、氧化程度低等优点,从而使制备出的材料具有优异的综合性能。其主要过程为熔炼金属液,倒入漏包,通过漏嘴流出,在流出的同时通入高压气体雾化,经雾化后的固液态颗粒沉积在工作台上进行成型。
2、喷射成型装置其作用是在加工的过程中集成了容纳金属液,送料、喷射成型等功能,作为容器承载高温金属液,要保证漏包在承载金属液的过程中不会相容生成杂质影响金属液成分,同时该装置作为喷射成型的送料装置和喷射成型的喷枪使用,喷枪喷射低温高压气体配合容器漏嘴滴落金属液,达到喷射成型的效果。
3、实际生产过程中,高压气体均采用低温气体,在热传递作用下经常会金属液在漏嘴中凝固而堵塞漏嘴,影响正常喷射。
4、现有技术公开了:cn107150124a公开了一种3d喷射打印装置,其特征在于,包括:三维建模模块,用于建立三维模型;模型轮廓成型模块,根据三维模型提取三维模型的数据设定模具界限特征;数字雾化金属滴液模块,包括数字流体发生器和数字喷射控制模块,数字喷射控制模块的输出端与数字化喷射液流雾化模块的输入端连接用于驱动数字化喷射液流雾化模块按照设定的顺序与方向喷射,数字流体发生器根据三维模型的数据产生滴液;成型模块,成型模块设有成型内腔,成型模块由不浸滴液的纤维布制备而成的,成型模块的表面设有高强度超疏液涂层;计算机控制模块,其与三维建模模块、模型轮廓成型模块、数字雾化金属滴液模块和成型模块控制连接。
5、现有技术并未公开如何避免金属液在漏嘴处凝固而导致漏嘴堵塞的技术方案,即现有技术仍然存在漏嘴堵塞的技术缺陷。
技术实现思路
1、本实用新型解决的技术问题在于克服现有技术中存在的问题,提供一种防止金属液在漏嘴处堵塞的一种用于防3d打印快速凝固的喷射装置。
2、本实用新型的目的通过以下技术方案实现:
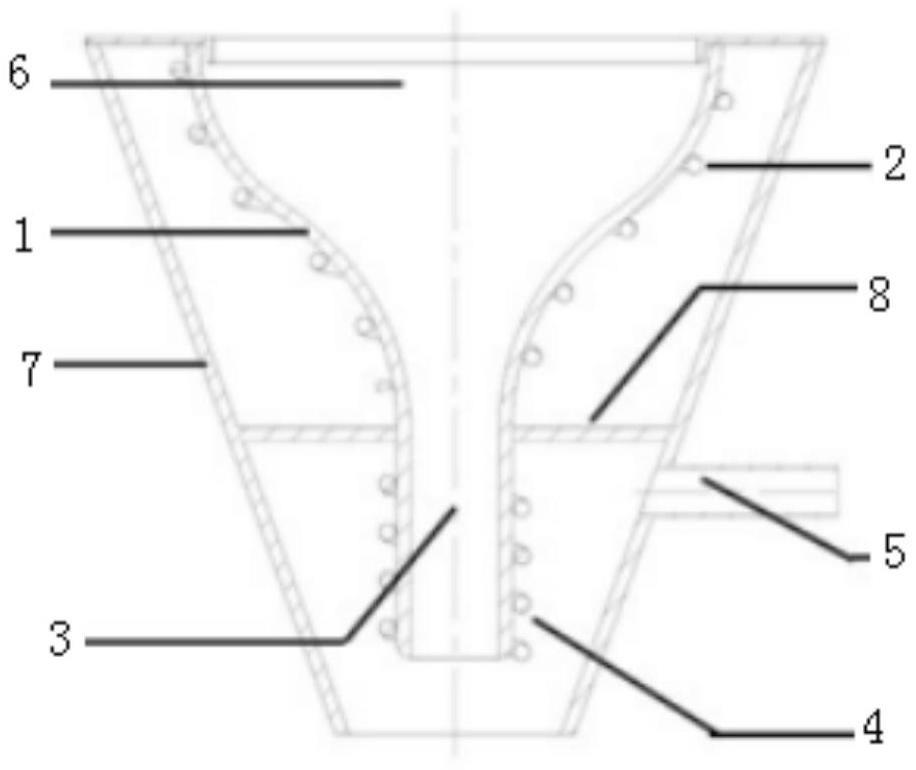
3、公开一种用于防3d打印快速凝固的喷射装置,所述喷射装置包括用于储存金属液的导热容器、设置在导热容器外壁上的第一加热装置,所述导热容器底部设置有出料口,所述出料口上设置有第二加热装置;所述喷射装置还设置有对出料口中排放金属液进行冷凝的输气管。
4、优选地,所述导热容器为金属容器。
5、优选地,所述金属容器形状为圆锥形。
6、优选地,所述导热容器的内壁上设置有防腐蚀膜。
7、优选地,所述第一加热装置为贴附在导热容器外壁的第一加热线圈。
8、优选地,所述出料口处设置有出料管。
9、优选地,所述第二加热装置为第二加热线圈,所述第二加热线圈设置在所述出料管的外壁上。
10、优选地,所述喷射装置还包括与导热容器连接的防护壳。
11、优选地,所述喷射装置还包括隔板,所述隔板一端连接防护壳,另一端连接导热容器的底端。
12、优选地,所述输气管连接供氮装置。
13、本实用新型的用于防3d打印快速凝固的喷射装置,利用导热容器存储金属液,通过导热容器外壁上的加热装置对导热容器进行加热,并且在导热容器的出料口同样设置加热装置。最后,通过输气管对出料口中排放的金属液进行冷凝。
14、与现有技术相比,其具有以下有益效果:
15、1)设置第一加热装置对导热容器进行加热,可有效防止金属液在导热容器内凝固。
16、2)设置第二加热装置对出料口进行加热,可有效防止金属液在出料口凝固,以致堵塞出料口。
17、3)设置隔板,使得输气管内的低温气体只会接触到导热容器的底部,避免导热容器内金属液冷凝。
18、4)设置温度传感器,实时检测金属液温度,从而方便调节加热装置,进一步防止金属液在导热容器内以及出料口堵塞。
技术特征:
1.一种用于防3d打印快速凝固的喷射装置,其特征在于,所述喷射装置包括用于储存金属液的导热容器、设置在导热容器外壁上的第一加热装置,所述导热容器底部设置有出料口,所述出料口上设置有第二加热装置;所述喷射装置还设置有对出料口中排放金属液进行冷凝的输气管。
2.根据权利要求1所述的一种用于防3d打印快速凝固的喷射装置,其特征在于,所述导热容器为金属容器。
3.根据权利要求2所述的一种用于防3d打印快速凝固的喷射装置,其特征在于,所述金属容器形状为圆锥形。
4.根据权利要求1所述的一种用于防3d打印快速凝固的喷射装置,其特征在于,所述导热容器的内壁上设置有防腐蚀膜。
5.根据权利要求1所述的一种用于防3d打印快速凝固的喷射装置,其特征在于,所述第一加热装置为贴附在导热容器外壁的第一加热线圈。
6.根据权利要求1所述的一种用于防3d打印快速凝固的喷射装置,其特征在于,所述出料口处设置有出料管。
7.根据权利要求6所述的一种用于防3d打印快速凝固的喷射装置,其特征在于,所述第二加热装置为第二加热线圈,所述第二加热线圈设置在所述出料管的外壁上。
8.根据权利要求1所述的一种用于防3d打印快速凝固的喷射装置,其特征在于,所述喷射装置还包括与导热容器连接的防护壳。
9.根据权利要求8所述的一种用于防3d打印快速凝固的喷射装置,其特征在于,所述喷射装置还包括隔板,所述隔板一端连接防护壳,另一端连接导热容器的底端。
10.根据权利要求1所述的一种用于防3d打印快速凝固的喷射装置,其特征在于,所述输气管连接供氮装置。
技术总结
本技术涉及喷射装置技术领域,公开一种用于3D打印快速凝固的喷射装置,喷射装置包括用于储存金属液的导热容器、设置在导热容器外壁上的第一加热装置,所述导热容器底部设置有出料口,所述出料口上设置有第二加热装置;所述喷射装置还设置有对出料口中排放金属液进行冷凝的输气管。本装置可有效防止金属液堵塞出料口。
技术研发人员:肖颜君,阳建君,柏瑞达,李济,彭海,齐景浩,李普宇,吕华钦,范才河,胡泽艺,吴琴
受保护的技术使用者:湖南工业大学
技术研发日:20230526
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!