一种轮毂外圈打磨装置的制作方法
本实用涉及轮毂加工,具体为一种轮毂外圈打磨装置。
背景技术:
1、轮毂又叫轮圈。根据不同车型的特征和需求,轮毂表面处理工艺也会采取不同的方式,大致可分为烤漆和电镀两种。普通车型的轮毂在外观上考虑的较少,散热性好是一项基本要求,工艺上基本采用烤漆处理,即先喷涂然后电烤,成本比较经济而且颜色靓丽、保持时间长久,即使车辆报废了,轮毂的颜色依旧不变。很多大众车型轮毂表面处理工艺都是烤漆。
2、轮毂在进行烤漆之前需要对轮毂进行打磨抛光,使轮圈的外表面平整,这样烤漆之后才能保证漆面的平整性,然而传统打磨设备只能对轮毂的表面进行粗抛光,去除轮毂上的毛刺即可,但是这样处理之后轮毂的平整性有限,并且传统打磨设备结构复杂,生产成本较高,并且工作人员维修起来麻烦。
技术实现思路
1、本实用的目的在于提供一种轮毂外圈打磨装置,以解决上述背景技术中提出的问题。
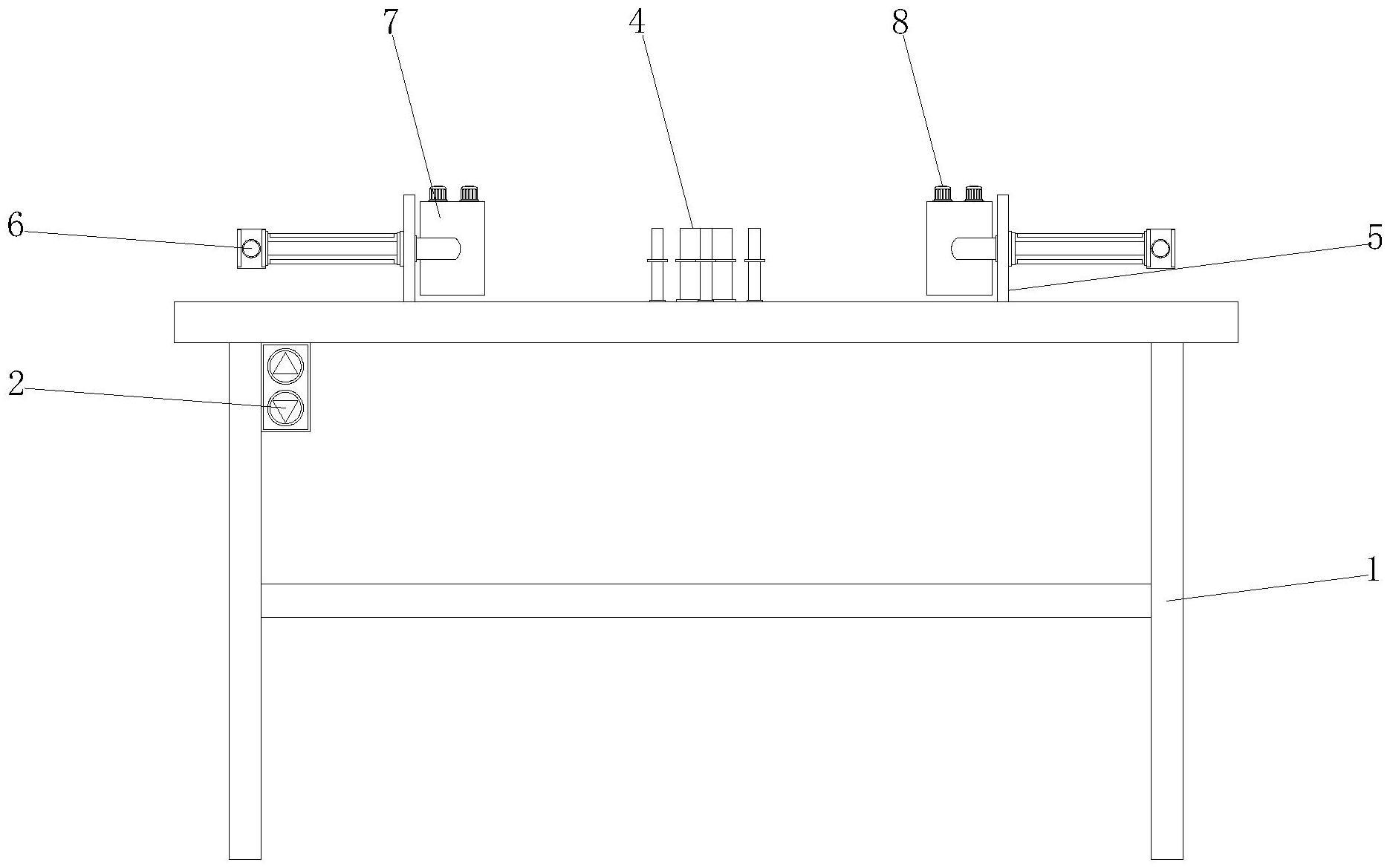
2、为实现上述目的,本实用提供如下技术方案:一种轮毂外圈打磨装置,包括工作台,所述工作台一侧顶部的一端安装有开关,所述工作台顶部的中间位置转动安装有转盘,所述转盘的顶部安装有限位杆,所述工作台顶部的两端均安装有固定板,所述固定板远离转盘一端的中间位置和两侧均安装有电缸,所述电缸的输出端安装有弧形防护板,所述弧形防护板顶部的中间位置和两侧均安装有电机,所述工作台上两端弧形防护板内部分别转动安装有粗抛辊和精抛辊,所述开关与电缸和电机之间电性连接。
3、优选的,所述工作台顶部开设有转动孔,所述工作台上转动孔的尺寸和转盘的尺寸相适配,所述工作台通过转动孔与转盘之间转动连接。
4、优选的,所述限位杆外表面的中间位置设置有限位块,所述限位杆有多个且分别位于转盘的中间位置和靠近中间位置的两侧和两端,所述转盘上中间位置的限位杆的尺寸大于两侧和两端的限位杆的尺寸。
5、优选的,所述电缸的输出端贯穿固定板与弧形防护板之间相连接,所述弧形防护板呈u型。
6、优选的,所述电机的输出端贯穿弧形防护板的顶部且与粗抛辊和精抛辊相连接。
7、与现有技术相比,本实用的有益效果是:该轮毂外圈打磨装置,设置有粗抛辊和精抛辊,使轮毂在进行粗抛光之后还能进行精抛光,从而提高轮毂外表面的平整性,从而能保证漆面的平整性,并且结构简单,降低了生产成本,同时在出现故障的时候,工作人员维修起来方便。
技术特征:
1.一种轮毂外圈打磨装置,包括工作台(1),其特征在于:所述工作台(1)一侧顶部的一端安装有开关(2),所述工作台(1)顶部的中间位置转动安装有转盘(3),所述转盘(3)的顶部安装有限位杆(4),所述工作台(1)顶部的两端均安装有固定板(5),所述固定板(5)远离转盘(3)一端的中间位置和两侧均安装有电缸(6),所述电缸(6)的输出端安装有弧形防护板(7),所述弧形防护板(7)顶部的中间位置和两侧均安装有电机(8),所述工作台(1)上两端弧形防护板(7)内部分别转动安装有粗抛辊(9)和精抛辊(10),所述开关(2)与电缸(6)和电机(8)之间电性连接。
2.根据权利要求1所述的一种轮毂外圈打磨装置,其特征在于:所述工作台(1)顶部开设有转动孔,所述工作台(1)上转动孔的尺寸和转盘(3)的尺寸相适配,所述工作台(1)通过转动孔与转盘(3)之间转动连接。
3.根据权利要求1所述的一种轮毂外圈打磨装置,其特征在于:所述限位杆(4)外表面的中间位置设置有限位块,所述限位杆(4)有多个且分别位于转盘(3)的中间位置和靠近中间位置的两侧和两端,所述转盘(3)上中间位置的限位杆(4)的尺寸大于两侧和两端的限位杆(4)的尺寸。
4.根据权利要求1所述的一种轮毂外圈打磨装置,其特征在于:所述电缸(6)的输出端贯穿固定板(5)与弧形防护板(7)之间相连接,所述弧形防护板(7)呈u型。
5.根据权利要求1所述的一种轮毂外圈打磨装置,其特征在于:所述电机(8)的输出端贯穿弧形防护板(7)的顶部且与粗抛辊(9)和精抛辊(10)相连接。
技术总结
本实用公开了一种轮毂外圈打磨装置,本实用,包括工作台,所述工作台一侧顶部的一端安装有开关,所述工作台顶部的中间位置转动安装有转盘,所述转盘的顶部安装有限位杆,所述工作台顶部的两端均安装有固定板,所述固定板远离转盘一端的中间位置和两侧均安装有电缸,所述电缸的输出端安装有弧形防护板,所述弧形防护板顶部的中间位置和两侧均安装有电机,所述工作台上两端弧形防护板内部分别转动安装有粗抛辊和精抛辊。本实用,设置有粗抛辊和精抛辊,使轮毂在进行粗抛光之后还能进行精抛光,从而提高轮毂外表面的平整性,从而能保证漆面的平整性,并且结构简单,降低了生产成本,同时在出现故障的时候,工作人员维修起来方便。
技术研发人员:陈静,黄国平,周国涛
受保护的技术使用者:浙江铂大工贸有限公司
技术研发日:20230526
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!