一种燃气轮机动叶榫齿磨削工装的制作方法
本技术涉及燃气轮机动叶加工,尤其是一种燃气轮机动叶榫齿磨削工装。
背景技术:
1、燃气轮机动叶是航空发动机中的重要零部件,动叶在进行机加工的过程中,需要对叶片的榫齿部的端面进行磨削加工,在磨削加工前对动叶的定位装夹十分重要,直接影响到动叶榫齿部磨削加工的质量。
2、现有技术中,燃气轮机动叶榫齿加工过程中,如果装夹不可靠,极易被加工设备带动发生加工变形和振动,导致加工质量差。因此,需要一种燃气轮机动叶榫齿磨削工装,能够准确可靠的实现动叶的装夹,保证动叶榫齿机加工的加工质量。
技术实现思路
1、本申请针对上述现有生产技术中的缺点,提供一种燃气轮机动叶榫齿磨削工装,能够实现燃气轮机动叶叶身的稳定装夹,保证燃气轮机动叶榫齿磨削加工的稳定性,保证叶片榫齿机加工的加工质量。
2、本实用新型所采用的技术方案如下:
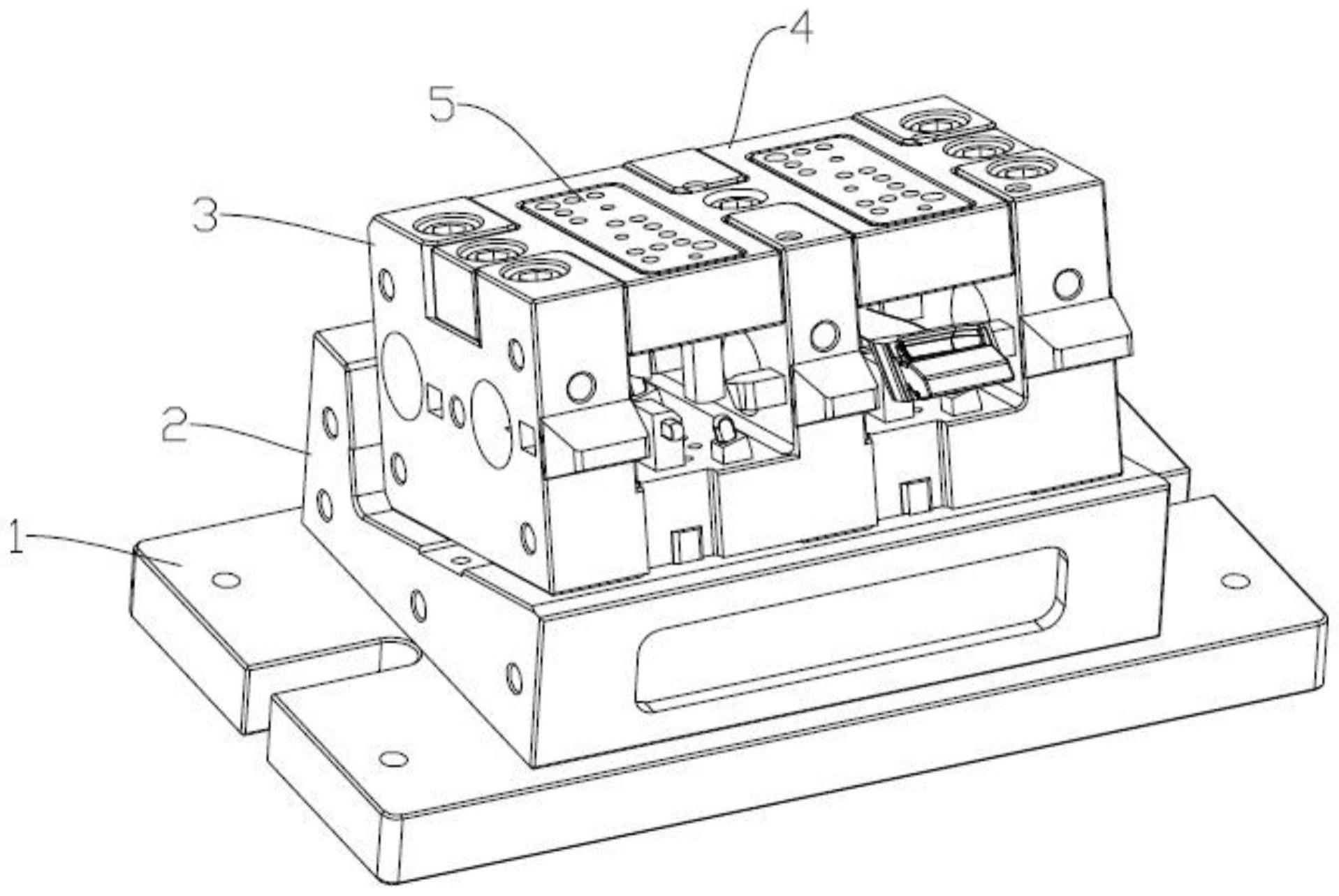
3、一种燃气轮机动叶榫齿磨削工装,包括装夹座,所述装夹座内并排设置两个动叶装夹腔,装夹座上端面通过连接件可拆卸的连接盖板,所述盖板下端面盖合在两个动叶装夹腔的开口端上;所述两个动叶装夹腔内分别设置一个叶身下装夹机构,盖板下端面设置两个叶身上装夹机构,两个叶身上装夹机构和两个叶身下装夹机构上下一一对应配合实现动叶叶身的夹紧;
4、所述叶身上装夹机构包括三个竖直设置的上压块,三个上压块上端穿过盖板并连接压块安装板,压块安装板通过连接件可拆卸的连接在盖板上端面;
5、所述叶身下装夹机构包括第一下压杆、第二下压杆和第三下压杆,第一下压杆固定在第一支撑架上,第一支撑架固定在动叶装夹腔下端面,第二下压杆固定在第二支撑架上,第二支撑架固定在动叶装夹腔下端面,第三下压杆固定在第三支撑架上,第三支撑架固定在动叶装夹腔下端面。
6、进一步的,装夹座下端面通过连接件可拆卸的连接底座,底座下端面通过连接件可拆卸的连接底板。
7、进一步的,底座上端面为倾斜端面,装夹座下端面紧贴在底座上端面,装夹座一侧端面紧贴在底座侧面。
8、进一步的,上压块下端设置上压紧弧面,上压紧弧面能够吻合接触动叶叶身表面。
9、进一步的,第一下压杆、第二下压杆和第三下压杆上端面用于定位接触动叶叶身下端面,第一下压杆、第二下压杆和第三下压杆为圆弧端面。
10、进一步的,叶身下装夹机构还包括下定位杆,下定位杆一端接触榫齿部侧面,下定位杆另一端连接第四支撑架,第四支撑架固定在动叶装夹腔下端面。
11、进一步的,动叶装夹腔侧面水平设置两个侧压块,两个侧压块前端面能够压紧接触动叶叶身侧面,动叶装夹腔侧面设置水平贯通的侧压块安装孔,侧压块能够沿着侧压块安装孔前后滑动调节位置,装夹座上端面竖直设置螺纹孔,螺纹孔和侧压块安装孔连通,螺纹孔内连接锁紧螺栓,锁紧螺栓能够顶紧侧压块。
12、本实用新型的有益效果如下:
13、本实用新型的叶身上装夹机构配合叶身下装夹机构共同配合能够实现燃气轮机动叶叶身的稳定装夹,保证燃气轮机动叶榫齿磨削加工的稳定性,保证叶片榫齿机加工的加工质量。
技术特征:
1.一种燃气轮机动叶榫齿磨削工装,包括装夹座(3),其特征在于:所述装夹座(3)内并排设置两个动叶装夹腔,装夹座(3)上端面通过连接件可拆卸的连接盖板(4),所述盖板(4)下端面盖合在两个动叶装夹腔的开口端上;所述两个动叶装夹腔内分别设置一个叶身下装夹机构,盖板(4)下端面设置两个叶身上装夹机构,两个叶身上装夹机构和两个叶身下装夹机构上下一一对应配合实现动叶叶身的夹紧;
2.如权利要求1所述的一种燃气轮机动叶榫齿磨削工装,其特征在于:所述装夹座(3)下端面通过连接件可拆卸的连接底座(2),底座(2)下端面通过连接件可拆卸的连接底板(1)。
3.如权利要求2所述的一种燃气轮机动叶榫齿磨削工装,其特征在于:所述底座(2)上端面为倾斜端面,装夹座(3)下端面紧贴在底座(2)上端面,装夹座(3)一侧端面紧贴在底座(2)侧面。
4.如权利要求3所述的一种燃气轮机动叶榫齿磨削工装,其特征在于:所述上压块(6)下端设置上压紧弧面(7),上压紧弧面(7)能够吻合接触动叶叶身表面。
5.如权利要求4所述的一种燃气轮机动叶榫齿磨削工装,其特征在于:所述第一下压杆(10)、第二下压杆(11)和第三下压杆(12)上端面用于定位接触动叶叶身下端面,第一下压杆(10)、第二下压杆(11)和第三下压杆(12)为圆弧端面。
6.如权利要求5所述的一种燃气轮机动叶榫齿磨削工装,其特征在于:所述叶身下装夹机构还包括下定位杆(13),下定位杆(13)一端接触榫齿部侧面,下定位杆(13)另一端连接第四支撑架(17),第四支撑架(17)固定在动叶装夹腔下端面。
7.如权利要求6所述的一种燃气轮机动叶榫齿磨削工装,其特征在于:所述动叶装夹腔侧面水平设置两个侧压块(8),两个侧压块(8)前端面能够压紧接触动叶叶身侧面,动叶装夹腔侧面设置水平贯通的侧压块安装孔,侧压块(8)能够沿着侧压块安装孔前后滑动调节位置,装夹座(3)上端面竖直设置螺纹孔(9),螺纹孔(9)和侧压块安装孔连通,螺纹孔(9)内连接锁紧螺栓,锁紧螺栓能够顶紧侧压块(8)。
技术总结
本技术涉及燃气轮机动叶加工技术领域,尤其是一种燃气轮机动叶榫齿磨削工装。其包括装夹座,所述装夹座内并排设置两个动叶装夹腔,装夹座上端面通过连接件可拆卸的连接盖板,所述盖板下端面盖合在两个动叶装夹腔的开口端上;所述两个动叶装夹腔内分别设置一个叶身下装夹机构,盖板下端面设置两个叶身上装夹机构,两个叶身上装夹机构和两个叶身下装夹机构上下一一对应配合实现动叶叶身的夹紧。本技术的叶身上装夹机构配合叶身下装夹机构共同配合能够实现燃气轮机动叶叶身的稳定装夹,保证燃气轮机动叶榫齿磨削加工的稳定性,保证叶片榫齿机加工的加工质量。
技术研发人员:黄认,林荣强,程星宇,冯泽林,陈晓旦,李亮
受保护的技术使用者:江苏源清动力技术有限公司
技术研发日:20230529
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!