一种浇铸厚度控制机构及轻量铸铁锅浇铸模具的制作方法
本技术涉及轻量铸铁锅浇铸模具,具体为一种浇铸厚度控制机构及轻量铸铁锅浇铸模具。
背景技术:
1、铁锅是烹饪食物的传统厨具,铁锅的主要品种有印锅、耳锅、平锅、油锅、煎饼锅等。主要成分是铁,还含有少量的硫、磷、锰、硅、碳等。铁锅有生铁锅和熟铁锅之分,锅坯的厚度不同,铁锅的种类不同。市场上的锅通常是选用铁水用模型浇铸或者用模型压铸成。
2、现有技术中,铸铁锅坯的生产过程是将液态金属倒入型槽中,通过控制液压机使上模和下模进行贴合,得到一定形状的铸铁锅坯。但是,通常制造铸铁锅坯的模具形状尺寸是固定的,一些铸铁锅坯所需的厚度尺寸各不相同,需要制作不同的模具以进行浇注成型,提高了生产成本。为此,本实用新型提出一种浇铸厚度控制机构及轻量铸铁锅浇铸模具用于解决上述问题。
技术实现思路
1、本实用新型的目的在于提供一种浇铸厚度控制机构及轻量铸铁锅浇铸模具,以解决上述背景技术中提出的问题。
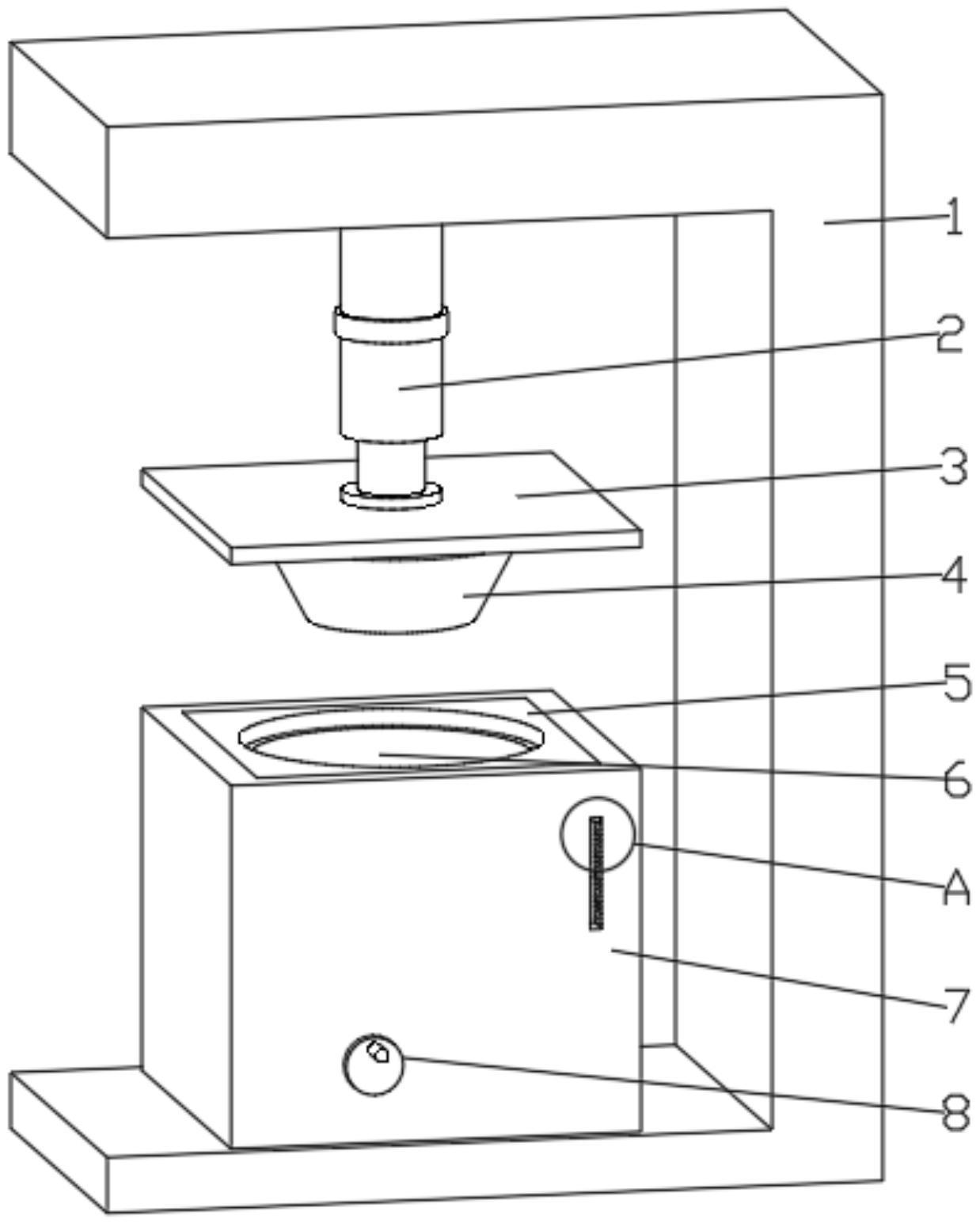
2、为实现上述目的,本实用新型提供如下技术方案:一种浇铸厚度控制机构,包括:承重柱、底模和支撑台,承重柱上设有液压机,液压机下方设有上模,所述底模上设有套筒,套筒螺纹连接有螺纹杆,螺纹杆上设有齿轮,齿轮啮合连接有蜗杆;
3、底模上设有指示杆和限位块,指示杆滑动连接有指示槽,限位块滑动连接有限位槽。
4、优选的,所述承重柱呈“c”字形,承重柱一端的外壁安装在地面上,承重柱另一端的内壁中心和液压机的一端顶面固定连接,液压机的另一端底面固定连接有顶盖,顶盖的底面固定连接有上模,液压机、顶盖和上模的中心在同一垂直线上。
5、优选的,所述支撑台的底面固定连接在承重柱一端的内壁上,支撑台在顶盖的下方,且支撑台的中心和顶盖的中心在同一垂直线上,支撑台横截面呈“回”字形。
6、优选的,所述底模在支撑台内,底模的顶面中心开设有配合上模使用的型槽。
7、优选的,所述螺纹杆设有两根,两根螺纹杆分别在支撑台中心的前、后两端,螺纹杆的下端外壁在支撑台底板内转动连接,螺纹杆的上端在套筒内,套筒设有两个,套筒和螺纹杆一一对应,套筒的顶面均固定连接在底模的底面,且分别在底模的前、后端,螺纹杆的外壁上均固定连接有齿轮,齿轮在螺纹杆的下端,且齿轮在套筒的下方。
8、优选的,所述蜗杆在齿轮的左侧,蜗杆和螺纹杆相垂直,蜗杆在支撑台内,且蜗杆的两端均在支撑台的前、后板内转动连接,且蜗杆的前端穿过支撑台的前板且固定连接有摇把。
9、优选的,所述指示杆的一端固定连接在底模前壁的右上角,指示杆的一端在指示槽内,指示槽开设在支撑台的前板右上角。
10、优选的,所述限位块设有两个,限位块的一端分别固定连接在底模左、右壁的中心,限位块的另一端均在限位槽内,限位槽开设有两个,分别开设在支撑台左、右板的内壁上,且限位槽在蜗杆和齿轮的上方。
11、一种轻量铸铁锅浇铸模具,包括上述的浇铸厚度控制机构。
12、与现有技术相比,本实用新型的有益效果是:
13、本实用新型通过调节浇铸厚度,转动摇把带动蜗杆进行转动,蜗杆带动齿轮转动,齿轮带动螺纹杆转动,螺纹杆转动使套筒进行移动,套筒带动底模进行移动,同时底模带动限位块在限位槽内滑动,底模也同时带动指示杆在指示槽内移动,当观察指示杆到达所需位置后,停止转动摇把,实现了模具可以对不同厚度铁锅坯进行浇铸,避免了浇铸不同厚度铁锅坯需要不同模具进行浇铸的问题,降低了生产成本,提高了模具的适用性。
技术特征:
1.一种浇铸厚度控制机构,包括:承重柱(1)、底模(5)和支撑台(7),承重柱(1)上设有液压机(2),液压机(2)下方设有上模(4),其特征在于:所述底模(5)上设有套筒(12),套筒(12)螺纹连接有螺纹杆(13),螺纹杆(13)上设有齿轮(14),齿轮(14)啮合连接有蜗杆(15);
2.根据权利要求1所述的一种浇铸厚度控制机构,其特征在于:所述承重柱(1)呈“c”字形,承重柱(1)一端的外壁安装在地面上,承重柱(1)另一端的内壁中心和液压机(2)的一端顶面固定连接,液压机(2)的另一端底面固定连接有顶盖(3),顶盖(3)的底面固定连接有上模(4),液压机(2)、顶盖(3)和上模(4)的中心在同一垂直线上。
3.根据权利要求2所述的一种浇铸厚度控制机构,其特征在于:所述支撑台(7)的底面固定连接在承重柱(1)一端的内壁上,支撑台(7)在顶盖(3)的下方,且支撑台(7)的中心和顶盖(3)的中心在同一垂直线上,支撑台(7)横截面呈“回”字形。
4.根据权利要求3所述的一种浇铸厚度控制机构,其特征在于:所述底模(5)在支撑台(7)内,底模(5)的顶面中心开设有配合上模(4)使用的型槽(6)。
5.根据权利要求4所述的一种浇铸厚度控制机构,其特征在于:所述螺纹杆(13)设有两根,两根螺纹杆(13)分别在支撑台(7)中心的前、后两端,螺纹杆(13)的下端外壁在支撑台(7)底板内转动连接,螺纹杆(13)的上端在套筒(12)内,套筒(12)设有两个,套筒(12)和螺纹杆(13)一一对应,套筒(12)的顶面均固定连接在底模(5)的底面,且分别在底模(5)的前、后端,螺纹杆(13)的外壁上均固定连接有齿轮(14),齿轮(14)在螺纹杆(13)的下端,且齿轮(14)在套筒(12)的下方。
6.根据权利要求5所述的一种浇铸厚度控制机构,其特征在于:所述蜗杆(15)在齿轮(14)的左侧,蜗杆(15)和螺纹杆(13)相垂直,蜗杆(15)在支撑台(7)内,且蜗杆(15)的两端均在支撑台(7)的前、后板内转动连接,且蜗杆(15)的前端穿过支撑台(7)的前板且固定连接有摇把(8)。
7.根据权利要求6所述的一种浇铸厚度控制机构,其特征在于:所述指示杆(10)的一端固定连接在底模(5)前壁的右上角,指示杆(10)的一端在指示槽(9)内,指示槽(9)开设在支撑台(7)的前板右上角。
8.根据权利要求7所述的一种浇铸厚度控制机构,其特征在于:所述限位块(16)设有两个,限位块(16)的一端分别固定连接在底模(5)左、右壁的中心,限位块(16)的另一端均在限位槽(11)内,限位槽(11)开设有两个,分别开设在支撑台(7)左、右板的内壁上,且限位槽(11)在蜗杆(15)和齿轮(14)的上方。
9.一种轻量铸铁锅浇铸模具,其特征在于:包括上述权利要求1-8中任意一项所述的浇铸厚度控制机构。
技术总结
本技术涉及轻量铸铁锅浇铸模具技术领域,具体为一种浇铸厚度控制机构及轻量铸铁锅浇铸模具,包括:承重柱、底模和支撑台,承重柱上设有液压机,液压机下方设有上模,底模上设有套筒,套筒螺纹连接有螺纹杆,螺纹杆上设有齿轮,齿轮啮合连接有蜗杆;指示杆滑动连接有指示槽,限位块滑动连接有限位槽;调节浇铸厚度,转动摇把带动蜗杆转动,蜗杆带动齿轮转动,齿轮带动螺纹杆转动使套筒移动,套筒带动底模移动,底模带动指示杆在指示槽内移动,当观察指示杆到达所需位置后,停止转动摇把,实现了模具可以对不同厚度铁锅坯进行浇铸,避免了浇铸不同厚度铁锅坯需要不同模具进行浇铸的问题,降低了生产成本,提高了模具的适用性。
技术研发人员:雷乾
受保护的技术使用者:河南华邦电器炊具有限公司
技术研发日:20230529
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!