一种用于锡粒自动加入的装置的制作方法
本技术涉及铸造,更具体地说,涉及一种用于锡粒自动加入的装置。
背景技术:
1、现多数铸造企业在生产高牌号孕育铸铁时,均须在铁液出水过程中加入孕育合金。多数孕育合金加入比例一般在0.1%-1%之间,多数采用设备自动称量加入,也有通过人工称量加入。针对加入量比较少的,如锡,一般加入量小于0.1%,其成分控制精度一般在±0.001%。
2、自动孕育设备有不同料斗,分别装入硅铁、氮化锰。生产孕育铸铁时,硅铁等合金自动加入铁液包,自动孕育设备称量精度为±0.1kg,孕育合金加入量为3-10kg,设备称量偏差可以满足实际生产需求;但锡加入量一般为500-900g,自动孕育设备称量精度无法满足要求,因此目前一般采用预先称量再包装成袋,然后整袋人工加入方式,但采用人加工入存在以下问题:
3、(1)锡粒人工定量分装加入铁液包,存在失误漏加或二次加入风险,影响铸件产品质量;
4、(2)因铸件品种不同,分装的重量不同,包装上无重量标识,存在混装的可能。
5、(3)定量分装人工加入不能调整,因无法随时调整,致使孕育后铁液中元素sn含量波动较大,进而影响生产铸件质量。
技术实现思路
1、本实用新型目的在于提供一种用于锡粒自动加入的装置,以解决生产高牌号孕育铸铁时锡加入精度差的问题。
2、为解决上述技术问题,本实用新型是采用如下技术方案实现的:
3、一种用于锡粒自动加入的装置,包括:
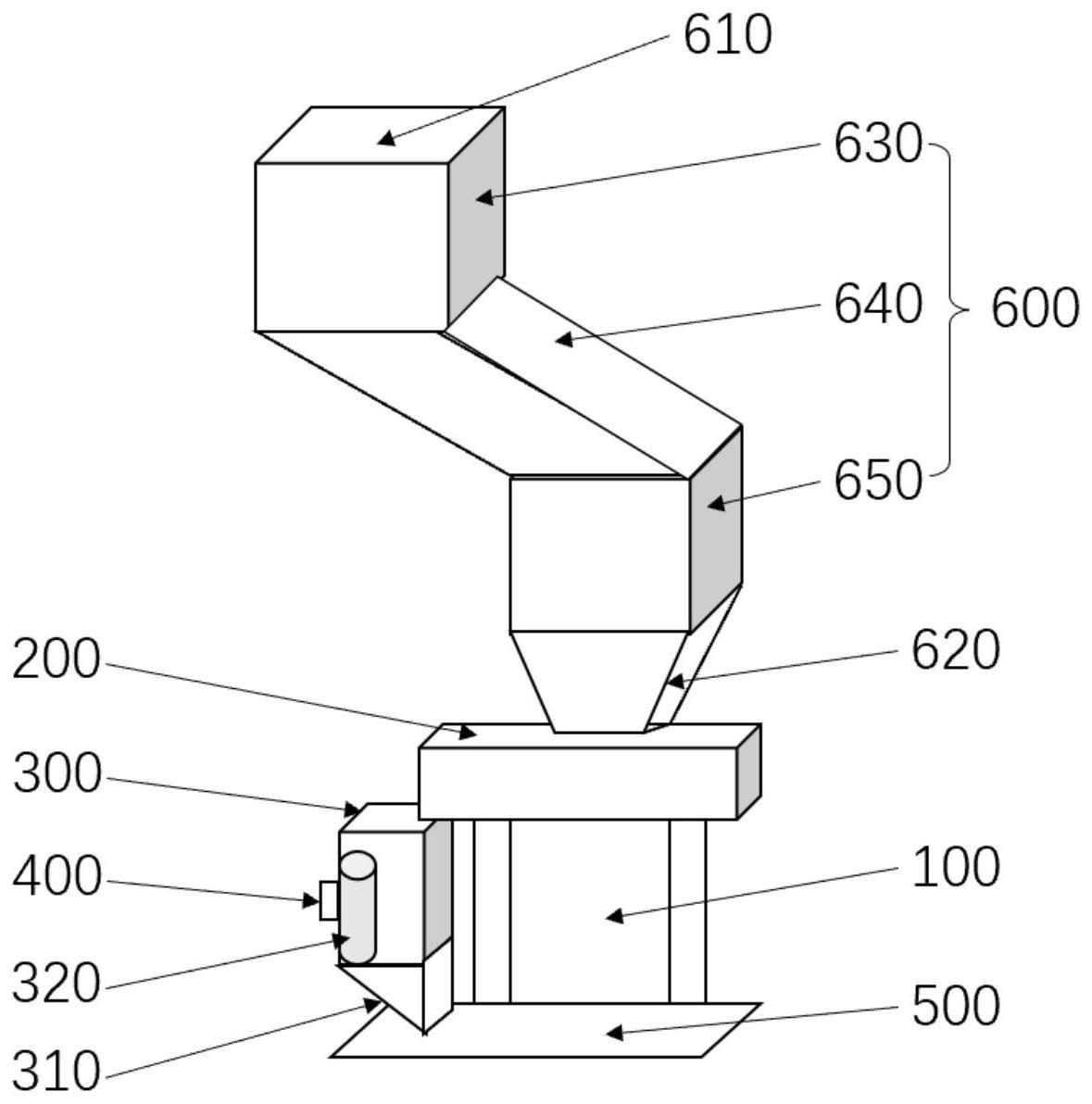
4、振动器100;
5、料槽200,设置于所述振动器100上方,其顶面敞口,同时一侧面开设出料口;
6、称量斗300,其顶部敞口,并对应设置于所述料槽200出料口下方,所述称量斗300的底部设置有加料口,所述加料口处设置有可开闭的料斗门310;
7、称重传感器400,设置于所述称量斗300上,用于反馈所述称量斗300的重量;
8、输送带500,设置于所述称量斗300下方;
9、控制系统,与所述振动器100、料斗门310、称重传感器400以及输送带500电连接,可以接收所述称重传感器400的信号,并控制所述振动器100、所述料斗门310和所述输送带500动作。
10、进一步地,所述料槽200上方还设置有补料斗600,所述补料斗600顶部设置补料口610,底部设置卸料口620,所述卸料口620对应设置在所述料槽200顶面敞口上方。
11、进一步地,所述补料斗600包括自上向下依次连接的第一料斗630、卸料槽640和第二料斗650,所述卸料槽640倾斜设置,所述补料口610设置在所述第一料斗630顶面,所述卸料口620设置在所述第二料斗650的底部。
12、进一步地,所述卸料口620内部尺寸自上向下逐渐缩小。
13、进一步地,所述料斗门310由气缸320控制开关,所述气缸320设置于所述称量斗300外侧,其活塞杆与所述料斗门310连接。
14、进一步地,所述称重传感器400的称重精度为±2g
15、与现有技术相比本实用新型的有益效果是:
16、本实用新型提供的一种用于锡粒自动加入的装置,控制系统与现有自动孕育设备联动控制,在生产时,首先根据需求通过控制系统设定锡粒加入量,控制系统接收到自动孕育设备的加配料信号后,控制振动器振动,料槽内的锡粒受振动掉入称量斗内,称重传感器检测锡粒掉入量,达到设定要求时,向控制系统反馈信号,控制系统接收信号后控制振动器停止工作,控制系统接收到自动孕育设备的孕育信号后,控制气缸工作,带动料斗门打开,锡粒掉至输送带上,输送带转动将锡粒加入铁液包内;当料槽内锡粒量不足时,通过补料斗向料槽内补料。
17、本实用新型提供的一种用于锡粒自动加入的装置,通过控制系统与现有自动孕育设备联动可实现锡粒自动精确加入,并且可根据需要随时调整加入量,整个加料过程实现自动化控制,节省人力,并且提高加料精度,避免忘加、错加、混加的问题发生。
技术特征:
1.一种用于锡粒自动加入的装置,其特征在于,包括:
2.根据权利要求1所述的一种用于锡粒自动加入的装置,其特征在于,所述料槽(200)上方还设置有补料斗(600),所述补料斗(600)顶部设置补料口(610),底部设置卸料口(620),所述卸料口(620)对应设置在所述料槽(200)顶面敞口上方。
3.根据权利要求2所述的一种用于锡粒自动加入的装置,其特征在于,所述补料斗(600)包括自上向下依次连接的第一料斗(630)、卸料槽(640)和第二料斗(650),所述卸料槽(640)倾斜设置,所述补料口(610)设置在所述第一料斗(630)顶面,所述卸料口(620)设置在所述第二料斗(650)的底部。
4.根据权利要求3所述的一种用于锡粒自动加入的装置,其特征在于,所述卸料口(620)内部尺寸自上向下逐渐缩小。
5.根据权利要求1所述的一种用于锡粒自动加入的装置,其特征在于,所述料斗门(310)由气缸(320)控制开关,所述气缸(320)设置于所述称量斗(300)外侧,其活塞杆与所述料斗门(310)连接。
6.根据权利要求1所述的一种用于锡粒自动加入的装置,其特征在于,所述称重传感器(400)的称重精度为±2g。
技术总结
本技术涉及铸造技术领域,公开了一种用于锡粒自动加入的装置,包括:振动器;料槽,设置于振动器上方,顶面敞口,一侧面开设出料口;称量斗,顶部敞口,设置于料槽出料口下方,底部设置有加料口,加料口处设置有可开闭的料斗门;称重传感器,用于反馈称量斗的重量;输送带,设置于称量斗下方;控制系统,与振动器、料斗门、称重传感器以及输送带电连接,可以接收称重传感器的信号,并控制振动器、料斗门和输送带动作;补料斗,设置于料槽上方;本技术提供通过控制系统与现有自动孕育设备联动可实现锡粒自动精确加入,并且可根据需要随时调整加入量,节省人力,保证加料精度。
技术研发人员:霍春,张文中,张彦
受保护的技术使用者:中国第一汽车股份有限公司
技术研发日:20230530
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!