一种皮带轮生产模具的制作方法
本技术涉及模具领域,特别涉及一种皮带轮生产模具。
背景技术:
1、消失模铸造(又称实型铸造)是将与铸件尺寸形状相似的石蜡或泡沫模型粘结组合成模型簇,刷涂耐火涂料并烘干后,埋在干石英砂中振动造型,在负压下浇注,使模型气化,液体金属占据模型位置,凝固冷却后形成铸件的新型铸造方法;皮带轮,属于盘毂类零件,一般相对尺寸比较大,制造工艺上一般以铸造、锻造为主,皮带轮生产时会使用消失模铸造方法进行生产,现有的消失模模具在铸造生产时,一般是在皮带轮模具的边缘位置进行浇筑,浇口杯的高度较低,会导致浇铸金属液压头不够降低流速,并且需要设置多个排气口用以排出气体和模样气化残渣,铸件表面的完整度和清晰度受到影响;加注金属夜时,钢水包不容易确定与浇口杯的加注位置,加注位置偏离时,金属液会溅射出来,会对工人造成伤害,也会影响到皮带轮的生产。
技术实现思路
1、本实用新型的主要目的在于提供一种皮带轮生产模具,可以有效解决背景技术中的问题。
2、为实现上述目的,本实用新型采取的技术方案为:
3、一种皮带轮生产模具,包括沙箱,所述沙箱的内部通过铸造型砂固定安装有消失模模具,所述消失模模具的上表面中间位置固定安装有加注管道,所述加注管道的上表面卡接安装有加注杯,所述铸造型砂的上表面靠近加注杯外曲面位置活动安装有引导支架。
4、优选的,所述沙箱的下表面活动安装有振实台。
5、优选的,所述消失模模具的上表面中间位置开设有通孔。
6、优选的,所述加注管道包括加注内管道和加注外管道,所述消失模模具的上表面位于通孔位置固定安装有加注内管道,所述消失模模具的上表面加注内管道曲面位置固定安装有加注外管道。
7、优选的,所述加注杯包括加注内杯、连接销、加注外杯、分散锥和加注口,所述加注内杯的曲面靠近下边缘位置通过连接销固定安装有加注外杯,所述加注内杯的曲面下边缘位置固定安装有分散锥,所述分散锥的一侧开设有加注口。
8、优选的,所述引导支架包括引导底座、连接杆、引导上座和定位口,所述引导底座的上表面固定安装有连接杆,所述连接杆的上表面固定安装有引导上座,所述引导上座的前端开设有定位口。
9、优选的,所述加注杯通过加注内杯和加注外杯间隙和加注外管道卡接固定。
10、与现有技术相比,本实用新型具有如下有益效果:加注管道分层中空,方便加注时排出气体和模样气化残渣,不需要设置过多的排气口,提高皮带轮的铸造效果,加注管道配合加注杯为金属液的加注提供足够的高度,使得金属液加注时产生足够的压头以推动金属液流动达到快速充型,确保铸件表面完整清晰;引导支架为钢水包加注时提供定位参考,引导钢水包到合适的加注位置,减少钢水加注时洒出加注口影响铸造生产,方便操作人员加注钢水,提高皮带轮生产的安全性。
技术特征:
1.一种皮带轮生产模具,其特征在于:包括沙箱(1),所述沙箱(1)的内部通过铸造型砂(102)固定安装有消失模模具(2),所述消失模模具(2)的上表面中间位置固定安装有加注管道(3),所述加注管道(3)的上表面卡接安装有加注杯(4),所述铸造型砂(102)的上表面靠近加注杯(4)外曲面位置活动安装有引导支架(5)。
2.根据权利要求1所述的一种皮带轮生产模具,其特征在于:所述沙箱(1)的下表面活动安装有振实台(101)。
3.根据权利要求2所述的一种皮带轮生产模具,其特征在于:所述消失模模具(2)的上表面中间位置开设有通孔(201)。
4.根据权利要求3所述的一种皮带轮生产模具,其特征在于:所述加注管道(3)包括加注内管道(301)和加注外管道(302),所述消失模模具(2)的上表面位于通孔(201)位置固定安装有加注内管道(301),所述消失模模具(2)的上表面加注内管道(301)曲面位置固定安装有加注外管道(302)。
5.根据权利要求4所述的一种皮带轮生产模具,其特征在于:所述加注杯(4)包括加注内杯(401)、连接销(402)、加注外杯(403)、分散锥(404)和加注口(405),所述加注内杯(401)的曲面靠近下边缘位置通过连接销(402)固定安装有加注外杯(403),所述加注内杯(401)的曲面下边缘位置固定安装有分散锥(404),所述分散锥(404)的一侧开设有加注口(405)。
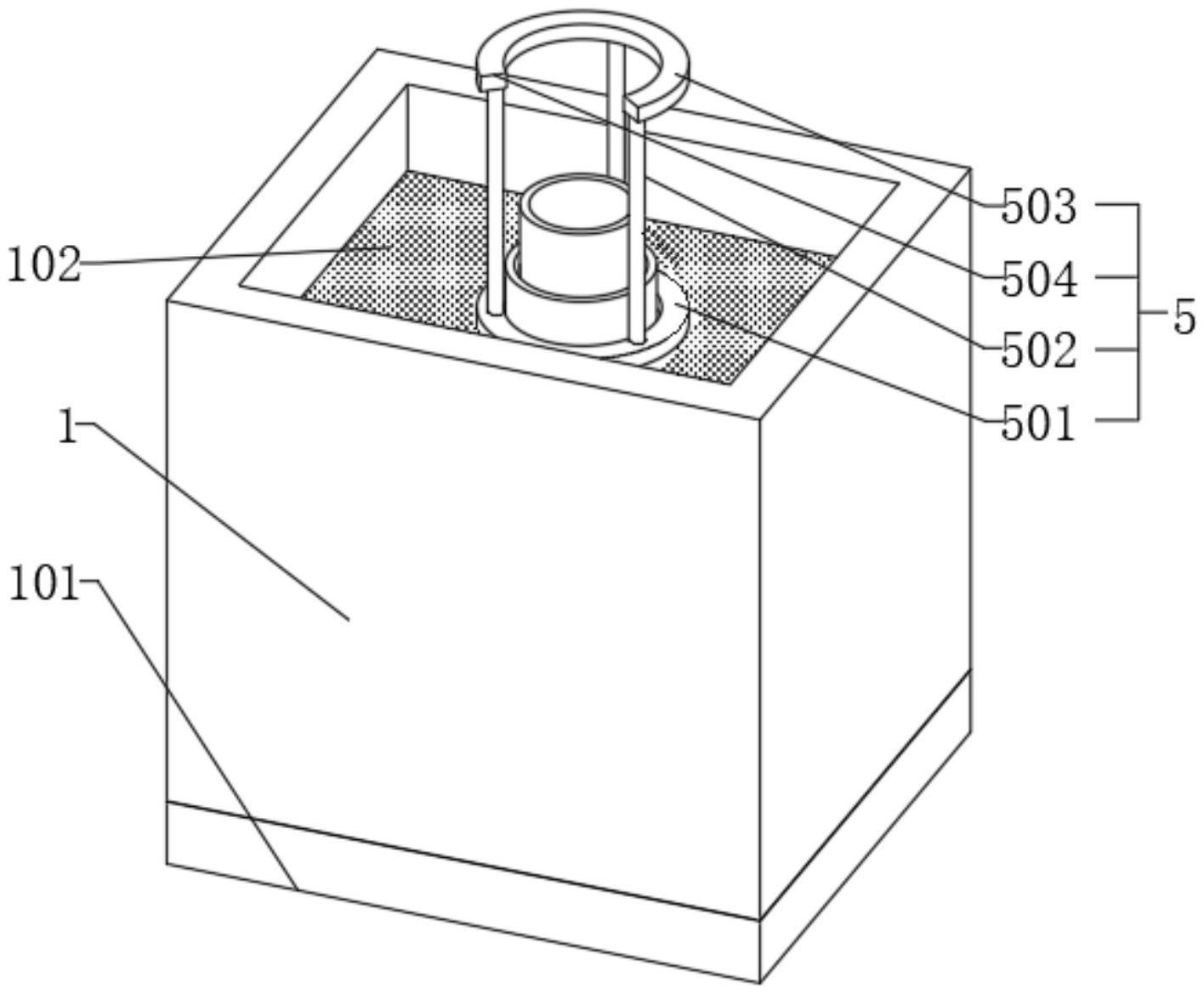
6.根据权利要求5所述的一种皮带轮生产模具,其特征在于:所述引导支架(5)包括引导底座(501)、连接杆(502)、引导上座(503)和定位口(504),所述引导底座(501)的上表面固定安装有连接杆(502),所述连接杆(502)的上表面固定安装有引导上座(503),所述引导上座(503)的前端开设有定位口(504)。
7.根据权利要求6所述的一种皮带轮生产模具,其特征在于:所述加注杯(4)通过加注内杯(401)和加注外杯(403)间隙和加注外管道(302)卡接固定。
技术总结
本技术公开了一种皮带轮生产模具,包括沙箱,所述沙箱的内部通过铸造型砂固定安装有消失模模具,所述消失模模具的上表面中间位置固定安装有加注管道,所述加注管道的上表面卡接安装有加注杯,所述铸造型砂的上表面靠近加注杯外曲面位置活动安装有引导支架。本技术是一种皮带轮生产模具,在皮带轮生产时,钢水包通过引导支架进行定位加注引导,减少钢水加注时洒出加注口影响铸造生产,方便操作人员加注钢水,提高皮带轮生产的安全性,加注管道方便排出气体和模样气化残渣,提高皮带轮的铸造效果,加注杯配合加注管道为加注提供足够的高度,使得金属液加注时产生足够的压头以推动金属液流动达到快速充型,确保铸件表面完整清晰。
技术研发人员:宋和平,麻吉成,丛立国
受保护的技术使用者:龙口德皓汽车配件有限公司
技术研发日:20230529
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!