一种多浇道浇铸的模具的制作方法
:本技术涉及模具,具体为一种多浇道浇铸的模具。
背景技术
0、
背景技术:
1、模具是工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的各种模子和工具,简而言之,模具是用来制作成型物品的工具,这种工具由各种零件构成,不同的模具由不同的零件构成,它主要通过所成型材料物理状态的改变来实现物品外形的加工,素有“工业之母”的称号;
2、现有镁合金的浇铸工艺,通常是敞口模具浇铸,或者其它单模具浇铸方式,浇铸速度慢,且现有的浇铸工艺,往往通过螺丝将上模体和下模体进行固定,浇铸完成后须通过拆卸螺丝将上模体取下,费时费力,且速度较慢,降低了浇铸效率,为此,提出一种多浇道浇铸的模具。
技术实现思路
0、
技术实现要素:
1、本实用新型的目的在于提供一种多浇道浇铸的模具,以解决上述背景技术中提出的问题之一。
2、本实用新型由如下技术方案实施:一种多浇道浇铸的模具,包括升降组件,所述升降组件包括下模体、伺服电机、输出轴、上主动轮、下主动轮、第一三角皮带、上从动轮、第二三角皮带、下从动轮、通孔、螺纹杆、上模体,所述下模体的下表面中心处固定连接有伺服电机,所述伺服电机的输出端固定连接有输出轴,输出轴的外侧壁固定连接有上主动轮和下主动轮,所述上主动轮的外侧壁通过第一三角皮带转动连接有上从动轮,所述下主动轮的外侧壁通过第二三角皮带转动连接有下从动轮,所述上从动轮和下从动轮的上表面均开设有通孔,两个所述通孔的内侧壁均固定连接有螺纹杆,所述螺纹杆的外侧壁中部螺纹连接有上模体。
3、作为本技术方案的进一步优选的:所述下模体的上表面四角均固定连接有导向柱,所述上模体的上表面四角均开设有滑孔,所述导向柱的外侧壁滑动连接于滑孔的内侧壁。
4、作为本技术方案的进一步优选的:所述下模体的两侧均固定连接有第一支撑块,两个所述第一支撑块的上表面均开设有第一限位孔,所述螺纹杆的外侧壁下部转动连接于第一限位孔的内侧壁,所述导向柱的外侧壁上部固定连接有支撑条,所述支撑条的一侧固定连接有第二支撑块,所述第二支撑块的上表面开设有第二限位孔,所述螺纹杆的外侧壁顶部转动连接于第二限位孔的内侧壁。
5、作为本技术方案的进一步优选的:所述伺服电机的外侧壁上部固定连接有安装环,所述安装环的外侧壁固定连接有多个安装脚,多个所述安装脚均通过螺丝固定连接于下模体的下表面靠近伺服电机的外侧。
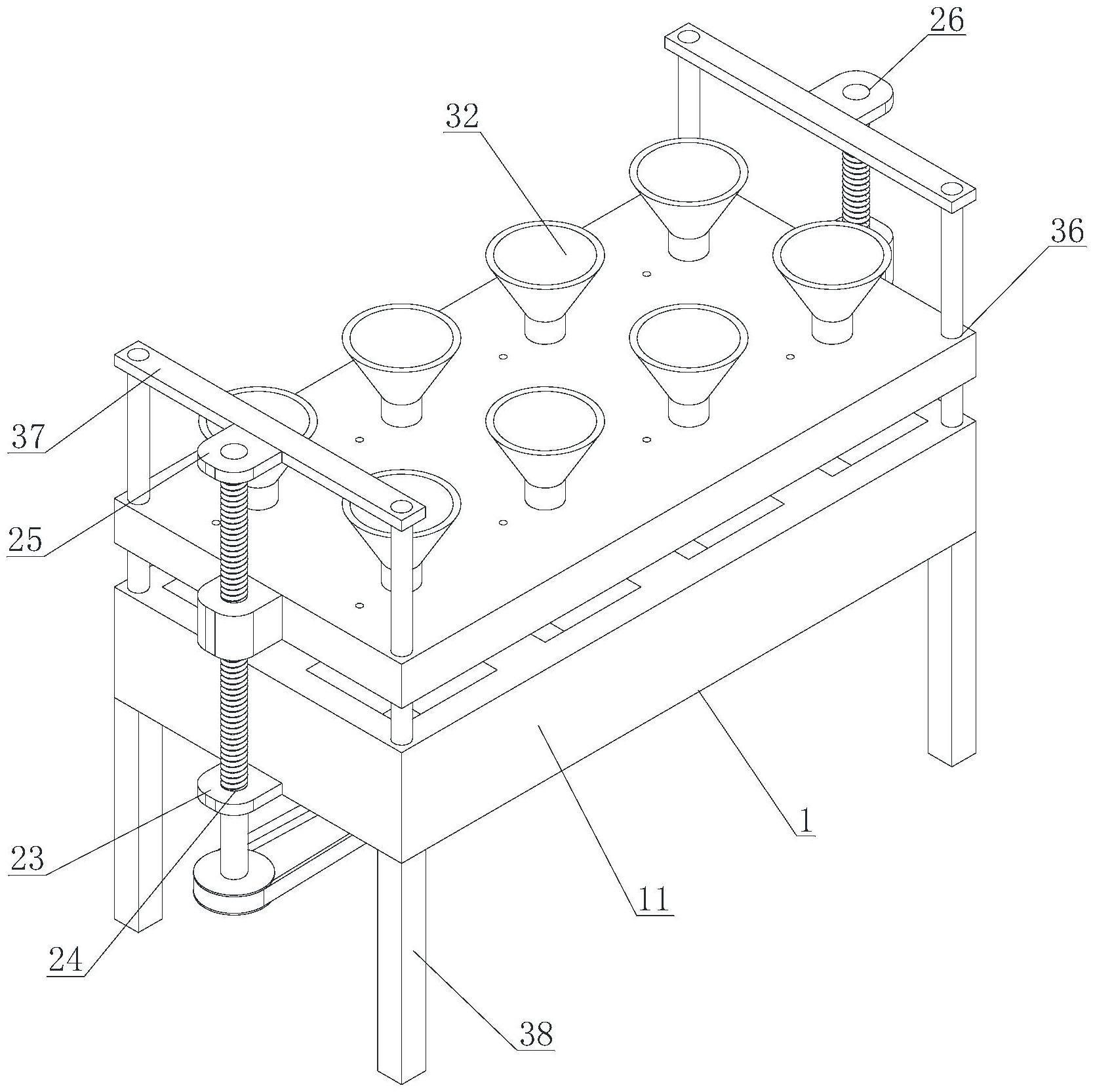
6、作为本技术方案的进一步优选的:所述上模体的上表面均匀开设有多个浇铸总道,多个所述浇铸总道的内侧壁均连通有多个浇铸支道,所述浇铸总道的内侧壁顶部固定连接有浇铸斗。
7、作为本技术方案的进一步优选的:所述下模体的上表面开设有多个模具腔,所述浇铸支道的底部连通于模具腔的顶部。
8、作为本技术方案的进一步优选的:所述上模体的上表面靠近多个浇铸总道的一侧均开设有排气孔。
9、作为本技术方案的进一步优选的:所述下模体的下表面四角均固定连接有支撑腿。
10、本实用新型的优点:本实用新型通过同时将金属液体倒入多个浇铸斗,使金属液体通过多个浇铸支道同时将金属液体流入多个模具腔的内部,从而浇铸更加均匀,浇铸速度更快,浇铸完成后,通过启动伺服电机带动两侧螺纹杆同时转动,从而推动上模体上移,使上模体和下模体分离并取出多个模具腔中浇铸完成的金属零件,省时省力,且速度快,从而提高了浇铸效率。
技术特征:
1.一种多浇道浇铸的模具,其特征在于,包括
2.根据权利要求1所述的一种多浇道浇铸的模具,其特征在于,所述下模体(11)的上表面四角均固定连接有导向柱(35),所述上模体(22)的上表面四角均开设有滑孔(36),所述导向柱(35)的外侧壁滑动连接于滑孔(36)的内侧壁。
3.根据权利要求2所述的一种多浇道浇铸的模具,其特征在于,所述下模体(11)的两侧均固定连接有第一支撑块(23),两个所述第一支撑块(23)的上表面均开设有第一限位孔(24),所述螺纹杆(21)的外侧壁下部转动连接于第一限位孔(24)的内侧壁,所述导向柱(35)的外侧壁上部固定连接有支撑条(37),所述支撑条(37)的一侧固定连接有第二支撑块(25),所述第二支撑块(25)的上表面开设有第二限位孔(26),所述螺纹杆(21)的外侧壁顶部转动连接于第二限位孔(26)的内侧壁。
4.根据权利要求2所述的一种多浇道浇铸的模具,其特征在于,所述伺服电机(12)的外侧壁上部固定连接有安装环(27),所述安装环(27)的外侧壁固定连接有多个安装脚(28),多个所述安装脚(28)均通过螺丝(29)固定连接于下模体(11)的下表面靠近伺服电机(12)的外侧。
5.根据权利要求1所述的一种多浇道浇铸的模具,其特征在于,所述上模体(22)的上表面均匀开设有多个浇铸总道(30),多个所述浇铸总道(30)的内侧壁均连通有多个浇铸支道(31),所述浇铸总道(30)的内侧壁顶部固定连接有浇铸斗(32)。
6.根据权利要求5所述的一种多浇道浇铸的模具,其特征在于,所述下模体(11)的上表面开设有多个模具腔(33),所述浇铸支道(31)的底部连通于模具腔(33)的顶部。
7.根据权利要求5所述的一种多浇道浇铸的模具,其特征在于,所述上模体(22)的上表面靠近多个浇铸总道(30)的一侧均开设有排气孔(34)。
8.根据权利要求6所述的一种多浇道浇铸的模具,其特征在于,所述下模体(11)的下表面四角均固定连接有支撑腿(38)。
技术总结
本技术公开了一种多浇道浇铸的模具,包括升降组件,所述升降组件包括下模体、伺服电机、输出轴、上主动轮、下主动轮、第一三角皮带、上从动轮、第二三角皮带、下从动轮、通孔、螺纹杆、上模体,所述下模体的下表面中心处固定连接有伺服电机,所述伺服电机的输出端固定连接有输出轴,本技术通过同时将金属液体倒入多个浇铸斗,使金属液体通过多个浇铸支道同时将金属液体流入多个模具腔的内部,从而浇铸更加均匀,浇铸速度更快,浇铸完成后,通过启动伺服电机带动两侧螺纹杆同时转动,从而推动上模体上移,使上模体和下模体分离并取出多个模具腔中浇铸完成的金属零件,省时省力,且速度快,从而提高了浇铸效率。
技术研发人员:刘高峰,刘序星,刘青山
受保护的技术使用者:内蒙古正能化工集团有限公司
技术研发日:20230621
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!