一种淋砂机加砂装置的制作方法
本技术属于机械工程领域,尤其涉及一种淋砂机加砂装置。
背景技术:
1、制壳是铸造的一道重要工序,传统的制壳工序是工人手工操作,在手动操作沾浆淋砂形成型壳的过程中会产生大量粉尘,这对工人的身体健康有很大伤害,因此越来越多的铸造企业开始采用自动制壳设备来代替工人,工人只需要负责上件下件即可,其中淋砂机代替淋砂工作。
2、但是目前鼓式淋砂机也存在些许不足。由于砂粒在使用过程中会不断消耗,需要不停地补充,因此淋砂机需要工人通过手动或气动补砂。手动补砂速度慢,补砂过程中会产生大量粉尘,恶化工人工作环境,影响身体健康;气动补砂虽然相比于手动更加便捷,但是其噪声较大,效率较低,能耗较大,而且砂子是被气体吹出来的,所以产生的灰尘也很大。
技术实现思路
1、本实用新型要解决的技术问题是针对现有技术中所存在的上述缺陷,提供使淋砂机加砂稳定快速、产生粉尘少、噪声小的一种加砂装置。
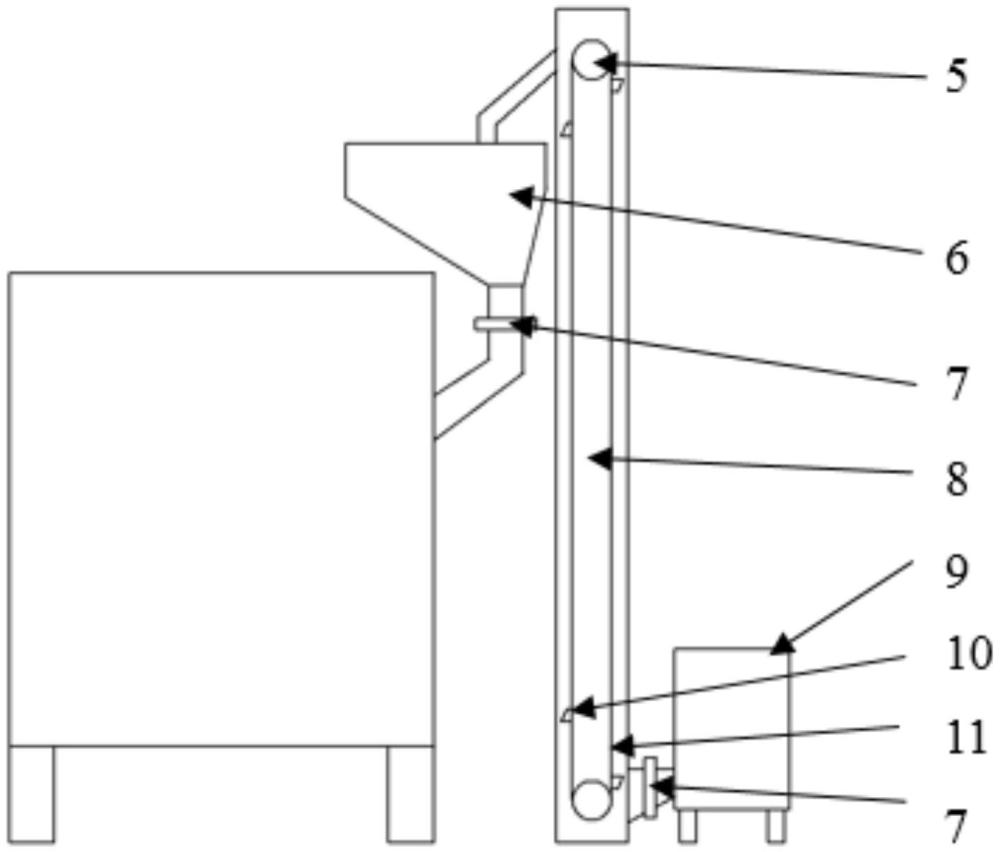
2、为解决上述问题,本实用新型提供一种淋砂机加砂装置,由储砂箱、斗提机、落砂阀、储砂斗以及落砂阀控制系统组成。储砂箱出口与斗提机连接,斗提机出口与储砂斗连接,储砂箱和储砂斗出口分别设有落砂阀,落砂阀由落砂阀控制系统控制开闭,实现加砂。
3、进一步的,斗提机包括有减速机、皮带和挖斗,减速机带动皮带和挖斗传动,挖斗连接在皮带上,减速机带动皮带和挖斗匀速传动,进行提砂。落砂阀控制系统设置有过滤减压阀、电磁阀、调速阀和气缸。过滤减压阀通过气路连接两个电磁阀,电磁阀分别连接气缸两端,控制落砂阀开闭。电磁阀与气缸之间设置有调速阀,调速阀调节气流大小,控制气缸伸缩快慢。
4、该结构的淋砂机加砂装置,由于使用斗提机进行提砂,因此十分稳定,噪声和能耗更小,而使用储砂斗进行储砂,体积较大,可随时补充足够的砂。此外,使用落砂阀控制落砂,落砂为自由落体,产生的粉尘更少。
技术特征:
1.一种淋砂机加砂装置,其特征在于,所述加砂装置由储砂箱(9)、斗提机(8)、落砂阀(7)、储砂斗(6)以及落砂阀控制系统(12)组成;储砂箱(9)出口与斗提机(8)连接,斗提机(8)出口与储砂斗(6)连接,储砂箱(9)和储砂斗(6)出口分别设有落砂阀(7),落砂阀(7)由落砂阀控制系统(12)控制开闭,实现加砂。
2.根据权利要求1所述淋砂机加砂装置,其特征在于,所述斗提机(8)包括有减速机(5)、挖斗(10)和皮带(11),减速机(5)带动皮带(11)和挖斗(10)传动,挖斗(10)连接在皮带(11)上。
3.根据权利要求2所述淋砂机加砂装置,其特征在于,所述减速机(5)带动皮带(11)和挖斗(10)匀速传动。
4.根据权利要求1所述淋砂机加砂装置,其特征在于,所述落砂阀控制系统(12)包括有过滤减压阀(1)、电磁阀(2)、调速阀(3)和气缸(4)。
5.根据权利要求4所述淋砂机加砂装置,其特征在于,所述过滤减压阀(1)连接到电磁阀(2),电磁阀(2)通过调速阀(3)连接到气缸(4)两端。
技术总结
本技术公开了一种淋砂机加砂装置,属于机械工程领域。该加砂装置由储砂箱、斗提机、落砂阀、储砂斗以及落砂阀控制系统组成,其中使用斗提机进行提砂,储砂斗进行储砂,通过控制系统控制落砂阀开闭,可实现稳定加砂,其砂量供应充足,加砂过程噪声和能耗更小,产生的粉尘更少。
技术研发人员:殷晓伟,白晓松,张鹏伟,张庆武
受保护的技术使用者:中航工程集成设备有限公司
技术研发日:20230626
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!