一种镁合金用汽车座椅底座支架的浇铸装置的制作方法
本技术涉及,特别涉及一种镁合金用汽车座椅底座支架的浇铸装置。
背景技术:
1、随着汽车行业的崛起,特别是中国新能源汽车的磅礴发展,带动了轻量化及高性能的镁合金材料运用,新能源汽车领域目前面临的最大的问题有两个,一是如何提高电池的续行里程,二是如何减轻汽车整重;这是目前所有主机厂需要攻克的难题。
2、新能源汽车重量每减轻100kg,续行里程可提升10%左右,镁合金材料是最适合用于新能源汽车的一种新型材料,不但重量轻,强度能达到刚的性能要求,又适合批量化生产,工艺稳定性好,因此,镁合金材料被越来越广泛用于汽车行业。
3、为了更好的减轻新能源汽车整重,提升续行里程,本实用新型提出了一种镁合金用汽车座椅底座支架的浇铸装置,用以生产镁合金用汽车座椅底座支架。
技术实现思路
1、为了解决上述技术问题,本实用新型中披露了一种镁合金用汽车座椅底座支架的浇铸装置,本实用新型的技术方案是这样实施的:
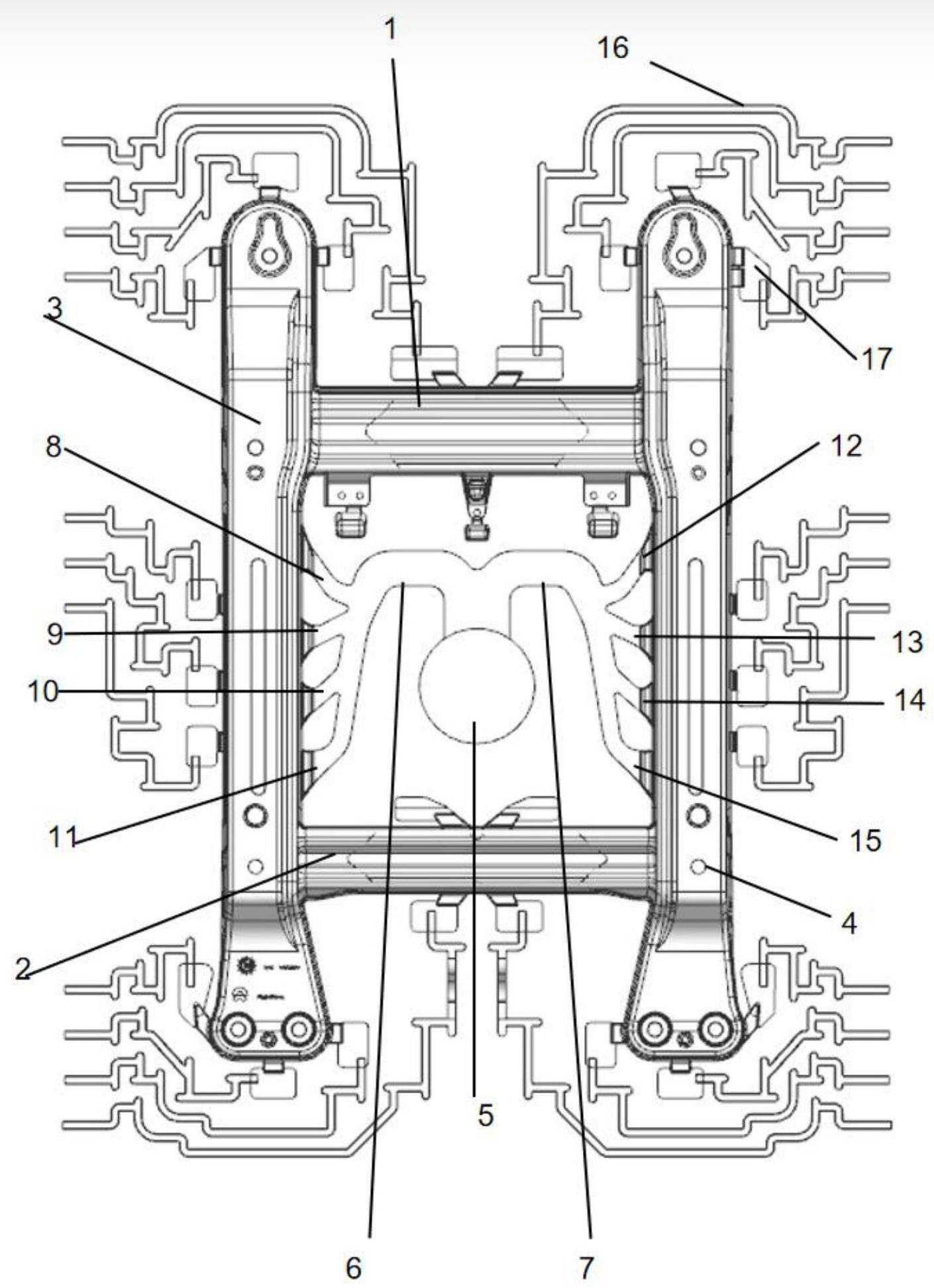
2、一种镁合金用汽车座椅底座支架的浇铸装置,包括浇铸主体、流道系统和排气系统,所述排气系统设置于所述浇铸主体的外侧;
3、所述流道系统整体为m形;所述浇铸主体框架包括第一横向框、第二横向框、第一竖向框和第二竖向框;
4、所述第一竖向框和所述第二竖向框平行,所述第一横向框和所述第二横向框平行,所述第一竖向框和所述第二竖向框的两端分别连接所述第一横向框和所述第二横向框;
5、所述流道系统包括料筒、左侧流道、右侧流道、第一流道、第二流道、第三流道、第四流道、第五流道、第六流道、第七流道和第八流道;
6、所述第一流道、所述第二流道、所述第三流道、所述第四流道的两端分别连接所述第一竖向框和所述左侧流道,所述第五流道、所述第六流道、所述第七流道和所述第八流道分别连接所述第二竖向框和所述右侧流道。
7、优选地,所述排气系统包括6个排气单元,所述6个排气单元分别设置于所述第一竖向框和所述第二竖向框的两端和中央。
8、优选地,所述排气单元包括若干排气片。
9、优选地,所述排气片与所述浇铸主体连接处设置有渣包。
10、优选地,所述第一横向框和所述第二横向框上也设置有排气片。
11、优选地,所述左侧流道的宽70-80mm,厚为50-60mm;所述右侧流道的宽70-80mm,厚为50-60mm,所述第一流道的宽为20-30mm,厚为15-20mm;所述第二流道的宽为25-40mm,厚为15-20mm;所述第三流道的宽为25-40mm,厚为15-20mm;所述第四流道的宽为35-50mm,厚为15-20mm;所述第五流道的宽为20-30mm,厚为15-20mm;所述第六流道的宽为25-40mm,厚为15-20mm;所述第七流道的宽为25-40mm,厚为15-20mm;所述第八流道的宽为35-50mm,厚为15-20mm。
12、本实用新型有效的保证了产品的成型、产品质量、尺寸的稳定性,设计新颖。
技术特征:
1.一种镁合金用汽车座椅底座支架的浇铸装置,包括浇铸主体、流道系统和排气系统,所述排气系统设置于所述浇铸主体的外侧;
2.根据权利要求1所述的镁合金用汽车座椅底座支架的浇铸装置,其特征在于,所述排气系统包括6个排气单元,所述6个排气单元分别设置于所述第一竖向框和所述第二竖向框的两端和中央。
3.根据权利要求2所述的镁合金用汽车座椅底座支架的浇铸装置,其特征在于,所述排气单元包括若干排气片。
4.根据权利要求3所述的镁合金用汽车座椅底座支架的浇铸装置,其特征在于,所述排气片与所述浇铸主体连接处设置有渣包。
5.根据权利要求4所述的镁合金用汽车座椅底座支架的浇铸装置,其特征在于,所述第一横向框和所述第二横向框上也设置有排气片。
6.根据权利要求1所述的镁合金用汽车座椅底座支架的浇铸装置,其特征在于,所述左侧流道的宽70-80mm,厚为50-60mm;所述右侧流道的宽70-80mm,厚为50-60mm,所述第一流道的宽为20-30mm,厚为15-20mm;所述第二流道的宽为25-40mm,厚为15-20mm;所述第三流道的宽为25-40mm,厚为15-20mm;所述第四流道的宽为35-50mm,厚为15-20mm;所述第五流道的宽为20-30mm,厚为15-20mm;所述第六流道的宽为25-40mm,厚为15-20mm;所述第七流道的宽为25-40mm,厚为15-20mm;所述第八流道的宽为35-50mm,厚为15-20mm。
技术总结
本技术提供了一种镁合金用汽车座椅底座支架的浇铸装置,包括浇铸主体、流道系统和排气系统,排气系统设置于浇铸主体的外侧;流道系统整体为M形;浇铸主体框架包括第一横向框、第二横向框、第一竖向框和第二竖向框;流道系统包括料筒、左侧流道、右侧流道、第一流道、第二流道、第三流道、第四流道、第五流道、第六流道、第七流道和第八流道;第一流道、第二流道、第三流道、第四流道的两端分别连接第一竖向框和左侧流道,第五流道、第六流道、第七流道和第八流道分别连接第二竖向框和右侧流道。本技术有效的保证了产品的成型、产品质量、尺寸的稳定性,设计新颖。
技术研发人员:顾发明,俞华仁,孙钢
受保护的技术使用者:上海镁镁合金压铸有限公司
技术研发日:20230628
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!