一种生产铸钢件用特殊型砂混制装置的制作方法
本技术涉及铸钢件机械制造,具体为一种生产铸钢件用特殊型砂混制装置。
背景技术:
1、国内外在铸钢件生产中采用的型砂工艺种类较多,针对不同造型材料、铸件化学成分、铸件规格等都有比较成熟的铸造工艺方案。以砂型铸造为例,无机粘结剂以水玻璃或改性水玻璃砂工艺为主,有机粘结剂以呋喃树脂砂和碱酚醛树脂砂工艺为主,其它还有邦尼等树脂砂工艺。其中水玻璃砂工艺因其成本低廉而被广泛应用。但无论是普通水玻璃还是改性水玻璃砂工艺,其高温残留强度高、溃散性差、铸件表面质量不高、铸件清理难度大众所周知。我们生产中,在制作中等壁厚以上铸钢件尤其中大型铸钢件生产中,对于半封闭或者小规格型腔砂芯在周围高温金属液压力及热作用下,造成铁包砂、化学粘砂、芯砂烧结,铸件型腔清理及其困难,甚至造成铸件无法出砂,而由于小型腔型砂烧结造成无法清理或铸件报废。
技术实现思路
1、本实用新型的目的在于提供一种生产铸钢件用特殊型砂混制装置,以解决上述背景技术中铸钢件型砂混制装置中存在的问题,达到混砂操作方便、型砂质量符合要求等效果。
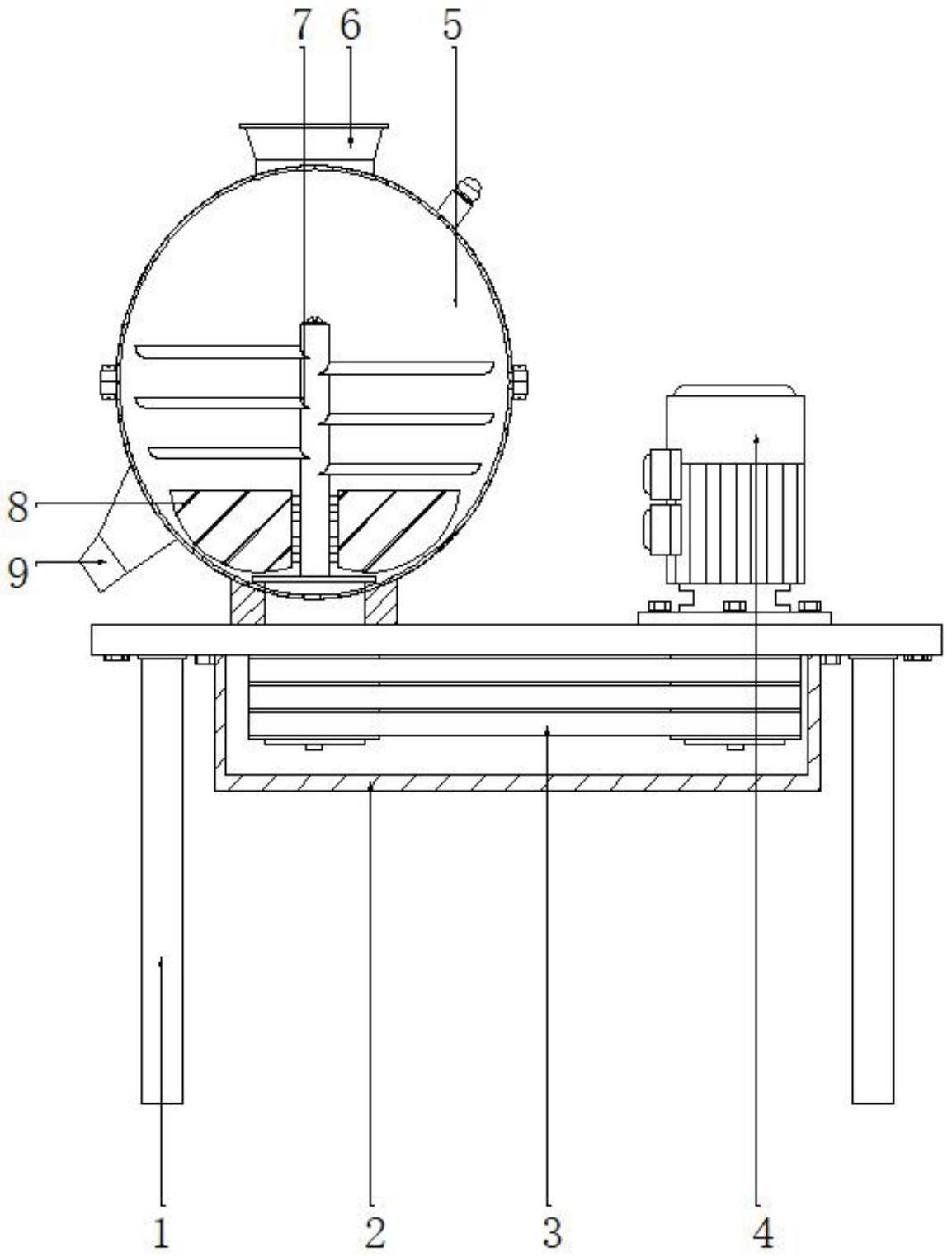
2、为实现上述目的,本实用新型提供如下技术方案:一种生产铸钢件用特殊型砂混制装置,包括支撑台,所述支撑台顶端的一侧安装有驱动机,所述支撑台顶端的另一侧安装有碗形混砂机,所述驱动机和碗形混砂机底端之间连接有皮带轮机构,所述皮带轮机构的外部设有防护罩,所述防护罩顶端的两侧均固定有安装片,所述防护罩内壁的底端粘合有粘尘胶层,所述防护罩的两端和两侧均安装有防尘网。
3、优选的,所述安装片关于防护罩的垂直中轴线呈对称分布,所述安装片与防护罩之间形成焊接一体化结构。
4、优选的,所述安装片的内部均匀开设安装孔,所述粘尘胶层和防护罩内壁的底端形成粘合连接。
5、优选的,所述碗形混砂机一侧的底端安装有排砂口,所述碗形混砂机的顶端安装有进砂口,所述碗形混砂机的内部安装有传动轴,所述碗形混砂机顶端的另一侧安装有气口。
6、优选的,所述排砂口的顶端和碗形混砂机的内部相互连通,所述进砂口的底端和碗形混砂机的内部相互连通。
7、优选的,所述传动轴内部的两侧开设有安装槽,所述安装槽的内部安插有插轴,所述插轴的一侧固定有扇形板,所述插轴的另一侧连接有吸附块,所述安装槽内壁的一侧固定有导向柱。
8、优选的,所述安装槽关于传动轴的中轴线呈对称分布,所述吸附块与安装槽内壁之间形成吸附连接。
9、与现有技术相比,本实用新型的有益效果是:
10、(1)该种生产铸钢件用特殊型砂混制装置不仅提高了该成型装置的防护以及清洁能力,也同时提高了该装置的表面质量和透气性;
11、(2)通过在皮带轮机构工作进行传动时,在皮带轮机构的外部罩上防护罩用于防护,并且在安装片的固定设计下与支撑台的底部面形成固定安装,而防尘网的开设则起到了散热防尘的效果,若产生落灰的问题则在粘尘胶层的位置处对灰尘进行粘合,拆卸时则在安装片安装孔的位置直接拆卸即可,达到防止灰尘卡住皮带轮机构的效果,通过在使用时把插销和扇形板固定后把插轴插在安装槽的内部,之后在导向柱的位置把插轴分割后,该导向柱起到导向目的,之后在吸附块设计下,完成了吸附固定,在安装时比较便利,并在扇形板的扇形设计下,起到内清洁效果,并根据半封闭型腔形状、尺寸以及小型腔尺寸,匹配单一品种原砂或两种原砂不同配比,达到特殊要求型砂的混制要求;
技术特征:
1.一种生产铸钢件用特殊型砂混制装置,包括支撑台(1),其特征在于:所述支撑台(1)顶端的一侧安装有驱动机(4),所述支撑台(1)顶端的另一侧安装有碗形混砂机(5),所述驱动机(4)和碗形混砂机(5)底端之间连接有皮带轮机构(3),所述皮带轮机构(3)的外部设有防护罩(2),所述防护罩(2)顶端的两侧均固定有安装片(12),所述防护罩(2)内壁的底端粘合有粘尘胶层(13),所述防护罩(2)的两端和两侧均安装有防尘网(11)。
2.根据权利要求1所述的一种生产铸钢件用特殊型砂混制装置,其特征在于:所述安装片(12)关于防护罩(2)的垂直中轴线呈对称分布,所述安装片(12)与防护罩(2)之间形成焊接一体化结构。
3.根据权利要求1所述的一种生产铸钢件用特殊型砂混制装置,其特征在于:所述安装片(12)的内部均匀开设安装孔,所述粘尘胶层(13)和防护罩(2)内壁的底端形成粘合连接。
4.根据权利要求1所述的一种生产铸钢件用特殊型砂混制装置,其特征在于:所述碗形混砂机(5)一侧的底端安装有排砂口(9),所述碗形混砂机(5)的顶端安装有进砂口(6),所述碗形混砂机(5)的内部安装有传动轴(7),所述碗形混砂机(5)顶端的另一侧安装有气口(10)。
5.根据权利要求4所述的一种生产铸钢件用特殊型砂混制装置,其特征在于:所述排砂口(9)的顶端和碗形混砂机(5)的内部相互连通,所述进砂口(6)的底端和碗形混砂机(5)的内部相互连通。
6.根据权利要求4所述的一种生产铸钢件用特殊型砂混制装置,其特征在于:所述传动轴(7)内部的两侧开设有安装槽(14),所述安装槽(14)的内部安插有插轴(15),所述插轴(15)的一侧固定有扇形板(8),所述插轴(15)的另一侧连接有吸附块(16),所述安装槽(14)内壁的一侧固定有导向柱(17)。
7.根据权利要求6所述的一种生产铸钢件用特殊型砂混制装置,其特征在于:所述安装槽(14)关于传动轴(7)的中轴线呈对称分布,所述吸附块(16)与安装槽(14)内壁之间形成吸附连接。
技术总结
本技术公开了一种生产铸钢件用特殊型砂混制装置,包括支撑台,所述支撑台顶端的一侧安装有驱动机,所述防护罩的两端和两侧均安装有防尘网。本技术通过在皮带轮机构工作进行传动时,在皮带轮机构的外部罩上防护罩用于防护,并且在安装片的固定设计下与支撑台的底部面形成固定安装,而防尘网的开设则起到了散热防尘的效果,若产生落灰的问题则在粘尘胶层的位置处对灰尘进行粘合,拆卸时则在安装片安装孔的位置直接拆卸即可,达到防止灰尘卡住皮带轮机构的效果,该装置可以采用多种原砂及特殊粘结剂来型砂,达到铸造标准要求。
技术研发人员:邓守梁,刘洋,王利民,王洪枫,景学,张雷,王太宇,于喆,于洪壮
受保护的技术使用者:本溪钢铁(集团)机械制造有限责任公司
技术研发日:20230628
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!