自动控流低浮渣浇铸溜槽的制作方法
本技术涉及铝液浇注溜槽,具体涉及一种自动控流低浮渣浇铸溜槽。
背景技术:
1、目前电解铝行业,在铝锭连续铸造过程中,从混合炉流出的高温铝液,经过公共溜槽进入浇铸溜槽,然后进入分配器,通过分配器的转动将高温铝液分配进入铸模内,然后在铸模内冷却成型。
2、在浇铸过程中,高温铝液从公共溜槽进入浇铸溜槽时,由于高度落差造成冲刷会产生浮渣,而浮渣进入铸模后会浮在铝液表面,为了保证铝锭表面质量,需要将浮渣打捞干净,采用机器人自动打捞浮渣时,由于浇铸产生的浮渣过多,使机器人无法完全打捞干净,需要人工二次补捞。需要专人进行打捞,同时此处环境高温,具有很大的安全隐患。
3、另外,每次生产的起始和结束阶段,由于流量较小,造成出现大小锭,从而产生大量的不良品。目前,从炉子内流出的高温铝液流速会发生变化,工人通过堵头堵炉眼的方式控制流量。在铸造过程中,如果流量突然变大,会造成铸造机溢铝,高温铝液从铸模内溢出从而导致安全事故。铸模底部是冷却水槽,而高温铝液进入水槽会发生爆炸。
技术实现思路
1、本实用新型提供一种自动控流低浮渣浇铸溜槽,以解决浇注过程中流量不稳定且浮渣较多的技术问题。
2、为解决上述问题,本实用新型提供的自动控流低浮渣浇铸溜槽采用如下技术方案:
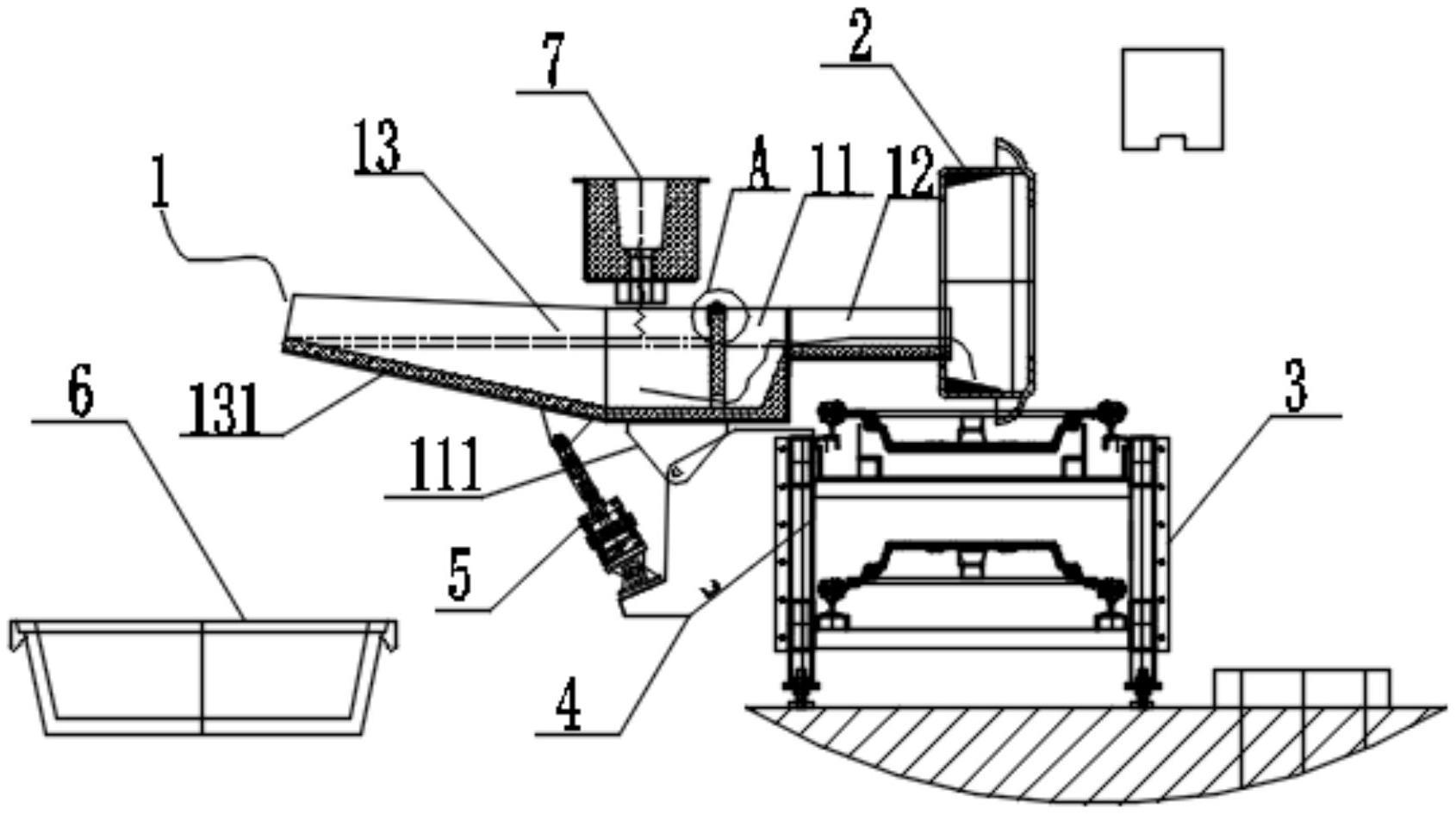
3、包括浇铸溜槽本体,所述浇铸溜槽本体的一端设有分配器,所述分配器的下方设有铝锭连续铸造机,所述浇铸溜槽本体包括储铝槽,所述储铝槽指向分配器的一端设有分流槽,所述分流槽的底部水平面高于储铝槽的底部水平面,所述储铝槽远离分配器的一端设有溢铝槽,所述溢铝槽的底部为斜面板,所述斜面板远离储铝槽的一端高于分流槽的底部水平面,所述储铝槽内设有可拆卸的控流挡板;
4、所述浇铸溜槽本体的底端设有带动浇铸溜槽本体翻转的支撑机构。
5、进一步地,所述控流挡板为底部设有分流孔的耐高温竖隔板,所述控流挡板通过设于其顶端的压板固定于储铝槽内,所述压板可拆卸设于储铝槽的上端。
6、进一步地,所述储铝槽的上端口两侧均设有侧支耳,所述压板的两端通过螺栓固定于侧支耳上。
7、进一步地,所述压板的两侧均设有与控流挡板对应的侧限位板。
8、进一步地,所述支撑机构包括设于铝锭连续铸造机一侧的支撑架,所述储铝槽的底端设有与支撑架铰接的连接板,所述支撑架与溢铝槽的底面之间设有铰接的气缸。
9、进一步地,所述溢铝槽远离储铝槽的一端下方设有铝液回收箱。
10、进一步地,所述储铝槽的上方对应设有公共溜槽。
11、本实用新型所提供的自动控流低浮渣浇铸溜槽的有益效果是:
12、1、本实用新型使用时,储铝槽内的铝液通过控流挡板底部的分流孔流向分流槽的一端,这样浮渣会大量集中在浇铸溜槽的左侧液面上方,从而减少进入铸模内的浮渣,最终实现机器人自动打渣完成后不需要人工补打的情况。
13、2、在浇铸的起始和结束阶段,当控流挡板右侧铝液的液面达到一定高度时,浇铸溜槽本体中的铝液才会流入分配器,从而减少了因为流量不足造成的大小锭;控流挡板可拆卸更换,通过控制控流挡板底部分流孔的大小来控制流量,使流量始终维持在一个小的范围内波动,从而使生产的铝锭大小更加精确。
14、3、通过气缸控制溢铝槽自由端的高度,当流量过大时,会自动流入铝液回收箱,确保设备不会出现溢铝的情况。
技术特征:
1.自动控流低浮渣浇铸溜槽,包括浇铸溜槽本体(1),所述浇铸溜槽本体(1)的一端设有分配器(2),所述分配器(2)的下方设有铝锭连续铸造机(3),其特征在于,所述浇铸溜槽本体(1)包括储铝槽(11),所述储铝槽(11)指向分配器(2)的一端设有分流槽(12),所述分流槽(12)的底部水平面高于储铝槽(11)的底部水平面,所述储铝槽(11)远离分配器(2)的一端设有溢铝槽(13),所述溢铝槽(13)的底部为斜面板(131),所述斜面板(131)远离储铝槽(11)的一端高于分流槽(12)的底部水平面,所述储铝槽(11)内设有可拆卸的控流挡板(14);
2.根据权利要求1所述的自动控流低浮渣浇铸溜槽,其特征在于,所述控流挡板(14)为底部设有分流孔(141)的耐高温竖隔板,所述控流挡板(14)通过设于其顶端的压板(15)固定于储铝槽(11)内,所述压板(15)可拆卸设于储铝槽(11)的上端。
3.根据权利要求2所述的自动控流低浮渣浇铸溜槽,其特征在于,所述储铝槽(11)的上端口两侧均设有侧支耳(16),所述压板(15)的两端通过螺栓固定于侧支耳(16)上。
4.根据权利要求3所述的自动控流低浮渣浇铸溜槽,其特征在于,所述压板(15)的两侧均设有与控流挡板(14)对应的侧限位板(151)。
5.根据权利要求1所述的自动控流低浮渣浇铸溜槽,其特征在于,所述支撑机构包括设于铝锭连续铸造机(3)一侧的支撑架(4),所述储铝槽(11)的底端设有与支撑架(4)铰接的连接板(111),所述支撑架(4)与溢铝槽(13)的底面之间设有铰接的气缸(5)。
6.根据权利要求5所述的自动控流低浮渣浇铸溜槽,其特征在于,所述溢铝槽(13)远离储铝槽(11)的一端下方设有铝液回收箱(6)。
7.根据权利要求1所述的自动控流低浮渣浇铸溜槽,其特征在于,所述储铝槽(11)的上方对应设有公共溜槽(7)。
技术总结
本技术涉及铝液浇注溜槽技术领域,具体涉及一种自动控流低浮渣浇铸溜槽,包括浇铸溜槽本体,浇铸溜槽本体的一端设有分配器,分配器的下方设有铝锭连续铸造机,浇铸溜槽本体包括储铝槽,储铝槽指向分配器的一端设有分流槽,分流槽的底部水平面高于储铝槽的底部水平面,储铝槽远离分配器的一端设有溢铝槽,溢铝槽的底部为斜面板,斜面板远离储铝槽的一端高于分流槽的底部水平面,储铝槽内设有可拆卸的控流挡板;浇铸溜槽本体的底端设有带动浇铸溜槽本体翻转的支撑机构。本技术可以实现减小进入到铸模内的浮渣,另外通过控流挡板控制流量,减少了因为流量不足造成的大小锭,且避免溢铝情况的发生。
技术研发人员:王伟,龚海燕,雷智军,马明,程龙,孙文龙,史安营
受保护的技术使用者:三门峡三星智能装备制造有限公司
技术研发日:20230629
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!