缸套内孔激光熔覆用夹具的制作方法
本技术涉及夹具领域,具体涉及一种缸套内孔激光熔覆用夹具。
背景技术:
1、光熔覆技术是通过在基材表面添加熔覆材料,并利用高能密度的激光束使之与基材表面薄层一起熔凝的方法,在基层表面形成冶金结合的添料熔覆层。在加工过程中需要将待加工零件固定在车床卡盘上,来对零件表面进行激光熔覆加工。
2、目前,针对yf300注水泵φ180型号缸套壁厚仅9mm,在对其内孔壁进行激光熔覆的过程中会产生大量的热,使得零件温度通常在300℃以上,通过车床卡盘径向夹紧往往会使零件在高温中变形。
技术实现思路
1、本实用新型要解决的技术问题是:克服现有技术的不足,提供一种缸套内孔激光熔覆用夹具,解决以往缸套内孔激光熔覆时因采用径向夹紧而出现高温缸套受热受力产生变形失圆的问题。
2、本实用新型解决其技术问题所采用的技术方案是:
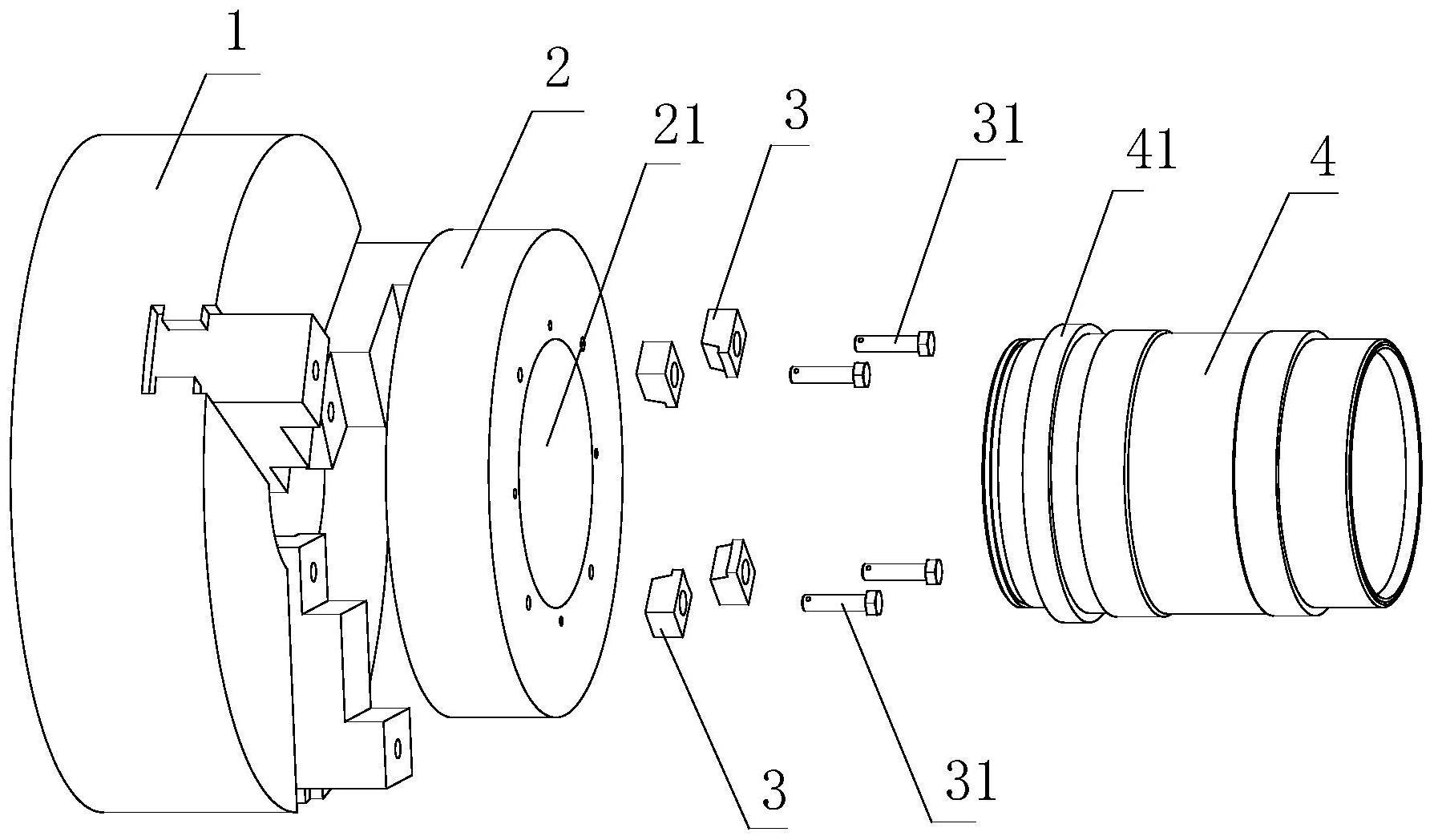
3、提供一种缸套内孔激光熔覆用夹具,包括
4、底座,所述底座由车床的卡盘夹紧固定,所述底座中间开设中心孔;
5、多个固定块,周向分布在底座外侧面,所述固定块与底座之间形成卡口,所述固定块与底座之间设置锁紧螺钉,所述锁紧螺钉适于带动固定块朝底座方向做锁紧移动;
6、缸套,其外壁形成一圈锁紧凸环,所述缸套插入底座中心孔时,所述锁紧凸环插入各个卡口内,所述锁紧螺钉带动固定块做锁紧移动,以将缸套径向锁紧在底座上。
7、进一步的,所述固定块的数量为四个。
8、进一步的,所述固定块呈l形结构。
9、进一步的,所述缸套的壁厚为8-12mm;
10、所述锁紧凸环的径向厚度为15-25mm。
11、本实用新型的有益效果是:
12、本实用新型的缸套内孔激光熔覆用夹具,通过在缸套上增设锁紧凸环与夹具的各个固定块配合,使固定块对缸套实现轴向锁紧,避免了因缸套径向受力产生变形失圆。
技术特征:
1.一种缸套内孔激光熔覆用夹具,其特征是,包括
2.根据权利要求1所述的缸套内孔激光熔覆用夹具,其特征是,
3.根据权利要求1所述的缸套内孔激光熔覆用夹具,其特征是,
4.根据权利要求1所述的缸套内孔激光熔覆用夹具,其特征是,
技术总结
本技术涉及一种缸套内孔激光熔覆用夹具,包括底座,所述底座由车床的卡盘夹紧固定,所述底座中间开设中心孔;多个固定块,周向分布在底座外侧面,所述固定块与底座之间形成卡口,所述固定块与底座之间设置锁紧螺钉,所述锁紧螺钉适于带动固定块朝底座方向做锁紧移动;缸套,其外壁形成一圈锁紧凸环,所述缸套插入底座中心孔时,所述锁紧凸环插入各个卡口内,所述锁紧螺钉带动固定块做锁紧移动,以将缸套径向锁紧在底座上。本技术的缸套内孔激光熔覆用夹具,通过在缸套上增设锁紧凸环与夹具的各个固定块配合,使固定块对缸套实现轴向锁紧,避免了因缸套径向受力产生变形失圆。
技术研发人员:王晓东,朱佳伟,王璠
受保护的技术使用者:江苏远方动力科技有限公司
技术研发日:20230720
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!