数控平面磨床自动磨削生产线的制作方法
本技术涉及机械加工设备,具体为一种数控平面磨床自动磨削生产线。
背景技术:
1、平面磨削是一种非常重要的机械加工手段,而平面磨床则是使用范围最广的机床之一,其广泛应用于工业生产各个领域,尤其对模具、工量具、汽车、轴承机械制造等行业更具重要作用。
2、现有的平面磨床普遍采用人工上料、人工装夹和人工下料,每台平面磨床加工需要配置操作者,需要较大的人力资源;工人频繁、单一作业劳动强度大,容易产生疲劳,从而导致装夹不牢、定位不准等问题,容易引发工件返工和报废等问题;人工在数控机床上、下料时,经常有刺屑刮伤的事故发生,且切削液有一定的腐蚀性,影响操作工人健康。
3、在传统的人工装卸生产线上采用数控磨床加工工件,不仅生产效率低下,还存在着一些危险性,已经完全不能满足社会生产的需求。
技术实现思路
1、针对现有技术的不足,本实用新型所要解决的技术问题是提出了一种具备自动上料、自动磨削、自动修整、自动检测、自动下料、替代人工上料、下料等功能的数控平面磨床自动磨削生产线,以达到降低劳动强度,提高加工效率、精度和安全性的目的。
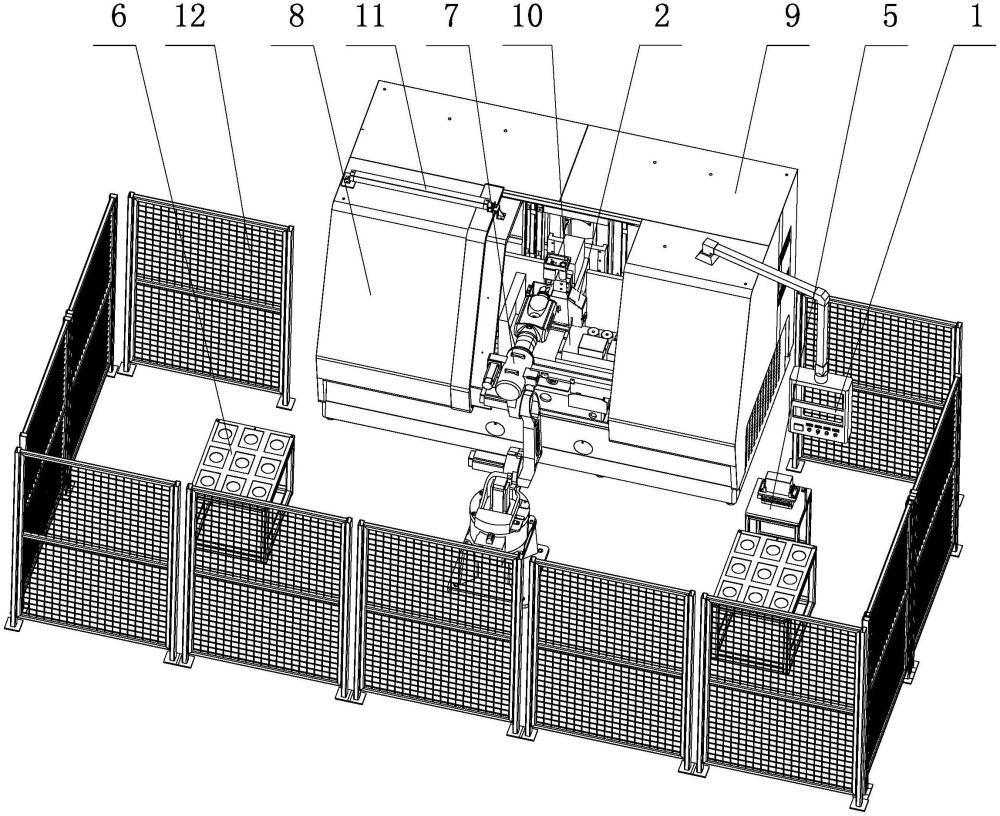
2、能够解决上述技术问题的数控平面磨床自动磨削生产线,其技术方案包括平面磨床,所述平面磨床包括床身、拖板和工作台,所不同的是还包括数控系统、砂轮修整器、在线检测装置、工业机械手和防护罩,其中:
3、1、所述数控系统通过程序控制工作台沿拖板导轨作左、右向的x轴运动,控制拖板(工作台)沿床身导轨作前、后向的z轴运动,控制磨头沿立柱导轨作上、下向的y轴运动。
4、2、所述砂轮修整器设于磨头上,砂轮修整器前、后向的w轴运动由液压驱动,砂轮修整器上、下向的v轴运动由伺服电机驱动的精密滚珠丝杆传动副带动,从而实现对磨头砂轮的自动修整及补偿。
5、3、所述在线检测装置通过支架设于磨头的右侧,所述数控系统通过程序控制在线检测装置的测头在不同位置接触工件而得到测量结果并通过在线数据采集与分析,从而实现加工中的实时检测与自动补偿。
6、4、所述工业机械手设于床身前侧并对应于磨削区,为工业机械手配置有放卸料台和中转定位台,所述放卸料台于工业机械手的左、右两侧设置,至少一个中转定位台设于一侧放卸料台的旁侧,所述数控系统通过程序控制工业机械手作业而实现工件的自动上料和下料。
7、5、所述防护罩对床身进行全封闭保护,对应于磨削区于防护罩的前罩上开设作业窗口,对应于作业窗口设有在气缸带动下作x轴运动而开、闭作业窗口的防护门,打开的防护门便于工业机械手的作业,关闭的防护门可防范砂轮的爆裂和冷却液的飞溅。
8、进一步,可根据工件形状而设计工业机械手的抓手,采用吸盘式或气动式抓手来实现对工件的抓取。
9、进一步,所述放卸料台的架台ⅰ上开设有便于工件摆放的矩阵式定位卡口,以利于工业机械手精准的抓取或放置工件。
10、进一步,所述中转定位台的台架ⅱ上设有旋转气缸,所述旋转气缸上设有夹持工件的辅助夹具。
11、常规的,采用围栏隔离工业机械手的作业区。
12、本实用新型的有益效果:
13、1、本实用新型数控平面磨床自动磨削生产线结构合理,自动化程度高,使各项工序能够自动循环,无需人工介入,节省了大量人力与时间,改善劳动条件,缩短生产周期,劳动强度也大大降低,将不稳定的人工因素替换成规整的机器设备,稳定和提高产品质量,提高了产品的加工精度和质量,使得效率和经济效益的明显提升。
14、2、本实用新型可实现自动上料、自动平面磨削及补偿、砂轮自动修整及补偿、自动在线检测、自动倒棱去毛刺、自动下料等功能,通过使用工业机械手与数控机床相结合的应用,可实现“无人化”生产车间,完成全线的生产数据跟踪及参数调用,实现全线的自动生产。
15、3、本实用新型采用的工业机械手能模仿人手和臂的某些动作功能,它可代替人的繁重劳动以实现生产的机械化和自动化,使数控机床加工过程的自动化和无人化目标得以实现,并使其生产效率和生产安全系数都得到一个大幅度的提高,同时还有效的降低了生产成本。
16、4、本实用新型无需人工介入,节省了大量人力与时间,将不稳定的人工因素替换成规整的机器设备,劳动强度也大大降低,自动化程度高、提高了劳动生产率,稳定和提高产品质量,各项工序能够自动循环,有显著的经济效益。
17、5、本实用新型可与车床、铣床等数控机床对接,形成柔性自动化生产线。
技术特征:
1.数控平面磨床自动磨削生产线,包括平面磨床,所述平面磨床包括床身、拖板和工作台(10),其特征在于还包括数控系统、砂轮修整器(3)、在线检测装置(4)、工业机械手(7)和防护罩(9),其中:
2.根据权利要求1所述的数控平面磨床自动磨削生产线,其特征在于:可根据工件(13)形状而设计工业机械手(7)的抓手,采用吸盘式或气动式抓手来实现对工件(13)的抓取。
3.根据权利要求1所述的数控平面磨床自动磨削生产线,其特征在于:所述放卸料台(6)的台架ⅰ上开设有便于工件(13)摆放的矩阵式定位卡口(6-1),以利于工业机械手(7)精准的抓取或放置工件(13)。
4.根据权利要求1所述的数控平面磨床自动磨削生产线,其特征在于:所述中转定位台(5)的台架ⅱ上设有旋转气缸(5-1),所述旋转气缸(5-1)上设有夹持工件(13)的辅助夹具(5-2)。
5.根据权利要求1~4中任意一项所述的数控平面磨床自动磨削生产线,其特征在于:采用安全围栏(12)隔离工业机械手(7)的作业区。
技术总结
本技术公开了一种数控平面磨床自动磨削生产线,包括配置有数控系统、砂轮修整器、在线检测装置和工业机械手的平面磨床,数控系统通过程序控制工作台沿拖板导轨作X轴运动,控制拖板沿床身导轨作Z轴运动,控制磨头沿立柱导轨作Y轴运动;砂轮修整器设于磨头上,砂轮修整器的W轴运动由液压驱动、V轴运动由伺服电机驱动的精密滚珠丝杆传动副带动而实现砂轮自动修整补偿;在线检测装置设于磨头右侧,数控系统控制在线检测装置的测头在不同位置接触工件而得到测量结果并通过在线数据采集与分析而实现检测与自动补偿;工业机械手设于床身前侧,为工业机械手配置有放卸料台和中转定位台,数控系统控制工业机械手作业而实现工件的自动上料和下料。
技术研发人员:陆受东,蒋贵珍,杜志刚,蒙秦妹,宋鸿军
受保护的技术使用者:桂林桂北机器有限责任公司
技术研发日:20230727
技术公布日:2024/1/5
- 还没有人留言评论。精彩留言会获得点赞!