一种异型钣金件快速成型装置的制作方法
本技术涉及异型钣金件快速成型,具体为一种异型钣金件快速成型装置。
背景技术:
1、钣金是一种针对金属薄板的综合冷加工工艺,包括剪、冲/切/复合、折、焊接、铆接、拼接、成型等,通过钣金工艺加工出的产品叫做钣金件,钣金件具有重量轻、强度高、导电、成本低、大规模量产性能好等特点,在电子电器、通信、汽车工业、医疗器械等领域得到了广泛应用,随着钣金的应用越来越广泛,钣金件的设计变成了产品开发过程中很重要的一环,根据使用范围不同,其形状也是多种多样,其中异型也是常见的,成型一般使用成型模具进行浇筑成型,成型模具,也称型模,依据实物的形状和结构按比例制成的模具,用压制或浇灌的方法使材料成为一定形状的工具。
2、但是,现有异型饭金件成型模具多数依靠长时间等待进行成品冷却,然后再取出,整体冷却时间久,导致成型效率低;因此,不满足现有的需求,对此我们提出了一种异型钣金件快速成型装置。
技术实现思路
1、本实用新型的目的在于提供一种异型钣金件快速成型装置,以解决上述背景技术中提出的现有异型饭金件成型模具多数依靠长时间等待进行成品冷却,然后再取出,整体冷却时间久,导致成型效率低的问题。
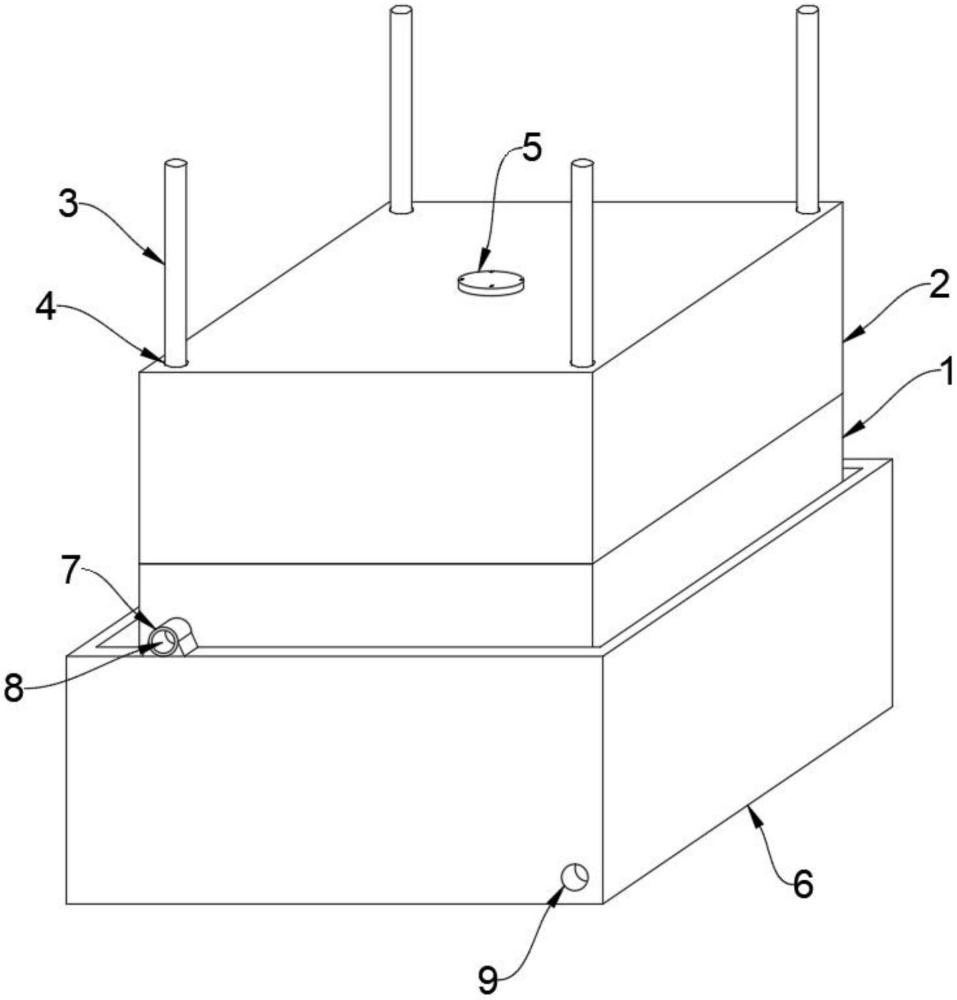
2、为实现上述目的,本实用新型提供如下技术方案:一种异型钣金件快速成型装置,包括:下模座,所述下模座的上端设置有上模座,所述下模座的上表面设置有异型成型腔;
3、还包括:
4、外护方形座,其设置在所述下模座为外部,所述外护方形座与下模座之间设置有冷却水槽,且冷却水槽环绕下模座一圈;
5、水温传感器,其设置在所述外护方形座的一侧内壁,所述水温传感器的一侧外壁设置有警示灯,且警示灯的输入端与水温传感器的输出端电信号连接。
6、优选的,所述外护方形座内部下底面的中心处设置有定位凹槽,且定位凹槽与外护方形座为一体结构,所述下模座的下端插入定位凹槽内部。
7、优选的,所述定位凹槽的四周均设置有限位连接槽,且限位连接槽与外护方形座为一体结构,所述下模座的下端四周外壁均设置有限位连接座,且限位连接座插入限位连接槽内部。
8、优选的,所述外护方形座前端的上表面设置有水管连接座,所述水管连接座的内部设置有贯穿槽,且贯穿槽贯穿水管连接座,所述贯穿槽的内部设置有进水管。
9、优选的,所述贯穿槽的后端内壁设置有防滑挤压垫,且防滑挤压垫的外壁紧贴贯穿槽内壁。
10、优选的,所述防滑挤压垫的两端之间设置有缺口,且缺口将防滑挤压垫的两端分离。
11、优选的,所述水管连接座的两侧表面均设置有安装座,且安装座与水管连接座和外护方形座均焊接连接。
12、优选的,所述外护方形座的前表面设置有排水孔,且排水孔与外护方形座为一体结构,所述排水孔与冷却水槽互通。
13、优选的,所述下模座的拐角处均设置有导向柱,且导向柱与下模座焊接连接,所述上模座的拐角处均设置有导向槽,且上模座通过导向槽沿着导向柱上下移动。
14、优选的,所述上模座上端的中心处设置有安装盘,且安装盘与上模座焊接连接。
15、与现有技术相比,本实用新型的有益效果是:
16、1、本实用新型通过在下模座外部设置外护方形座,将进水管插入到水管连接座的贯穿槽内部,利用防滑挤压垫进行挤压固定,提高进水管的稳定性,进水管的一端外接水源输送机构,往冷却水槽内部注水,从而对下模座进行冷却处理,提高异型钣金件成型效率,利用水温传感器感应水的温度变化,过高传递电信号给警示灯和排水孔外接的电磁阀,实现排水和警示效果,热水排出,冷水排进,从而持续对下模座进行冷却操作。
17、2、通过在外护方形座内部底面设置定位凹槽,在定位凹槽四周均设置限位连接槽,在下模座四周外壁均设置限位连接座,下模座的下端插入定位凹槽内部,并且下模座下端四周外壁的限位连接座插入限位连接槽内部,从而对下模座起到限位效果,避免往外护方形座内部加水后下模座受力轻易晃动,提高下模座的稳定性。
技术特征:
1.一种异型钣金件快速成型装置,包括下模座(1),所述下模座(1)的上端设置有上模座(2),所述下模座(1)的上表面设置有异型成型腔(15);
2.根据权利要求1所述的一种异型钣金件快速成型装置,其特征在于:所述外护方形座(6)内部下底面的中心处设置有定位凹槽(18),且定位凹槽(18)与外护方形座(6)为一体结构,所述下模座(1)的下端插入定位凹槽(18)内部。
3.根据权利要求2所述的一种异型钣金件快速成型装置,其特征在于:所述定位凹槽(18)的四周均设置有限位连接槽(16),且限位连接槽(16)与外护方形座(6)为一体结构,所述下模座(1)的下端四周外壁均设置有限位连接座(17),且限位连接座(17)插入限位连接槽(16)内部。
4.根据权利要求1所述的一种异型钣金件快速成型装置,其特征在于:所述外护方形座(6)前端的上表面设置有水管连接座(7),所述水管连接座(7)的内部设置有贯穿槽(8),且贯穿槽(8)贯穿水管连接座(7),所述贯穿槽(8)的内部设置有进水管(11)。
5.根据权利要求4所述的一种异型钣金件快速成型装置,其特征在于:所述贯穿槽(8)的后端内壁设置有防滑挤压垫(19),且防滑挤压垫(19)的外壁紧贴贯穿槽(8)内壁。
6.根据权利要求5所述的一种异型钣金件快速成型装置,其特征在于:所述防滑挤压垫(19)的两端之间设置有缺口(20),且缺口(20)将防滑挤压垫(19)的两端分离。
7.根据权利要求4所述的一种异型钣金件快速成型装置,其特征在于:所述水管连接座(7)的两侧表面均设置有安装座(12),且安装座(12)与水管连接座(7)和外护方形座(6)均焊接连接。
8.根据权利要求1所述的一种异型钣金件快速成型装置,其特征在于:所述外护方形座(6)的前表面设置有排水孔(9),且排水孔(9)与外护方形座(6)为一体结构,所述排水孔(9)与冷却水槽(10)互通。
9.根据权利要求1所述的一种异型钣金件快速成型装置,其特征在于:所述下模座(1)的拐角处均设置有导向柱(3),且导向柱(3)与下模座(1)焊接连接,所述上模座(2)的拐角处均设置有导向槽(4),且上模座(2)通过导向槽(4)沿着导向柱(3)上下移动。
10.根据权利要求1所述的一种异型钣金件快速成型装置,其特征在于:所述上模座(2)上端的中心处设置有安装盘(5),且安装盘(5)与上模座(2)焊接连接。
技术总结
本技术公开了一种异型钣金件快速成型装置,涉及异型钣金件快速成型技术领域,为解决现有异型饭金件成型模具多数依靠长时间等待进行成品冷却,然后再取出,整体冷却时间久,导致成型效率低的问题。所述下模座的上端设置有上模座,所述下模座的上表面设置有异型成型腔;还包括:外护方形座,其设置在所述下模座为外部,所述外护方形座与下模座之间设置有冷却水槽,且冷却水槽环绕下模座一圈;水温传感器,其设置在所述外护方形座的一侧内壁,所述水温传感器的一侧外壁设置有警示灯,且警示灯的输入端与水温传感器的输出端电信号连接,所述外护方形座内部下底面的中心处设置有定位凹槽,且定位凹槽与外护方形座为一体结构。
技术研发人员:赵建省
受保护的技术使用者:苏州恒千硕精密钣金有限公司
技术研发日:20230731
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!