一种提高汽车转向节生产效率的模具的制作方法
本技术涉及汽车转向节铸造领域,具体涉及一种提高汽车转向节生产效率的模具。
背景技术:
1、汽车转向节是汽车转向桥上的主要零件之一,转向节的功用是承受汽车前后部载荷,支承并带动前后轮绕主销转动而使汽车转向。在汽车行驶状态下,它承受着复杂多变的冲击载荷,因此,要求其具有很高的强度,对于其内部质量的要求极为严格。而且转向节形状比较复杂,集中了轴、套、盘环、叉架等四类零件的结构特点,在铸造生产过程中难度极大。由于转向节结构复杂且要求强度很高,开发设计难度较大,在设计中多采用每模一件,分左右两套模具的方案。因此在实际生产中效率低下,往往不能满足客户的订单需求;现急需一种能解决此种问题的方法。
技术实现思路
1、针对背景技术中存在的问题,本实用新型的提供了一种提高汽车转向节生产效率的模具。
2、为实现上述目的,本实用新型采用以下技术方案:一种提高汽车转向节生产效率的模具,包括模具正压板和模具反压板,所述的模具正压板与模具反压板竖直对称设置;所述的模具正压板包括第一型腔a、第二型腔a和浇注机构;所述的第一型腔a和第二型腔a对称分布在模具内部的左右两边,第一型腔a通过内部浇道与上方的第一冒口a相连通,第二型腔a通过内部浇道与上方的第二冒口a相连通;所述的浇注机构包括浇口杯a、过滤网座a、直浇道和竖浇道;所述的浇口杯a位于模具正压板上方,浇口杯a下方与过滤网座a相连通,过滤网座a下方与直浇道相连通,直浇道下方设有竖浇道,直浇道与竖浇道通过中间冒口a相连通;所述的直浇道、中间冒口a和竖浇道位于第一型腔a和第二型腔a之间;
3、所述的模具反压板包括第一型腔b、第二型腔b和浇注机构;所述的第一型腔b和第二型腔b对称分布在模具内部的左右两边,所述的第一型腔a与第一型腔b相对应;第二型腔a与第二型腔b相对应;第一型腔b通过内部浇道与上方的第一冒口b相连通,第二型腔b通过内部浇道与上方的第二冒口b相连通,第一冒口a与第一冒口b相对应;第二冒口a与第二冒口b相对应;第一型腔b和第二型腔b之间设有中间冒口b,中间冒口a与中间冒口b相对应;中间冒口b的左右两侧分别与第一型腔b和第二型腔b相连通;所述的浇注机构包括浇口杯b、过滤网座b、上横浇道和下横浇道;所述的浇口杯b位于模具反压板上方,浇口杯a与浇口杯b相对应;浇口杯b下方与过滤网座b相连通,过滤网座a与过滤网座b相对应,过滤网座a与过滤网座b中设有避渣薄片;所述的上横浇道位于第一冒口b和第二冒口b之间,上横浇道左右两端分别与第一冒口b和第二冒口b相连通;当模具正压板与模具反压板合模后,上横浇道位于直浇道上方并与直浇道相连通;所述的下横浇道位于第一型腔b和第二型腔b的下方,下横浇道的左右两端通过浇道a分别与第一型腔b和第二型腔b的下端相连通;当模具正压板与模具反压板合模后,下横浇道位于竖浇道上方并与竖浇道相连通。
4、本实用新型的有益效果:本实用新型提供了一种提高汽车转向节生产效率的模具,本模具通过对汽车转向节模具的布局进行重新设计,采用左右共模的设计方案,在保证铸件质量的同时,相较于每模一件的现有模具,本模具可使生产效率至少提高40%左右。
技术特征:
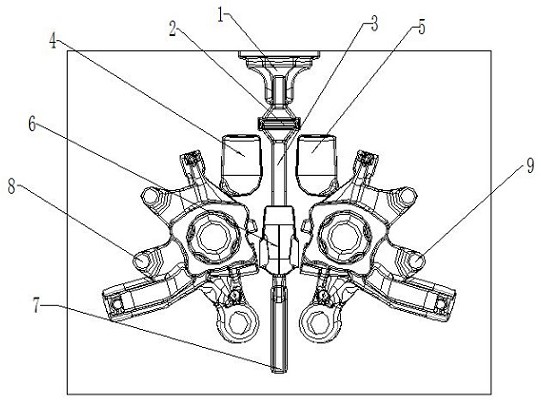
1.一种提高汽车转向节生产效率的模具,包括模具正压板和模具反压板,所述的模具正压板与模具反压板竖直对称设置;其特征是:所述的模具正压板包括第一型腔a(8)、第二型腔a(9)和浇注机构;所述的第一型腔a(8)和第二型腔a(9)对称分布在模具内部的左右两边,第一型腔a(8)通过内部浇道与上方的第一冒口a(4)相连通,第二型腔a(9)通过内部浇道与上方的第二冒口a(5)相连通;所述的浇注机构包括浇口杯a(1)、过滤网座a(2)、直浇道(3)和竖浇道(7);所述的浇口杯a(1)位于模具正压板上方,浇口杯a(1)下方与过滤网座a(2)相连通,过滤网座a(2)下方与直浇道(3)相连通,直浇道(3)下方设有竖浇道(7),直浇道(3)与竖浇道(7)通过中间冒口a(6)相连通;所述的直浇道(3)、中间冒口a(6)和竖浇道(7)位于第一型腔a(8)和第二型腔a(9)之间;
2.根据权利要求1所述一种提高汽车转向节生产效率的模具,其特征是:所述的模具正压板和模具反压板为尺寸相同的矩形底板,模具正压板和模具反压板上设有定位销孔,定位销孔在模具正压板和模具反压板上的位置相对应。
3.根据权利要求1所述一种提高汽车转向节生产效率的模具,其特征是:所述的第一型腔a(8)与第一型腔b(14)相对应;第二型腔a(9)与第二型腔b(15)相对应;浇口杯a(1)与浇口杯b(16)相对应;过滤网座a(2)与过滤网座b(17)相对应;第一冒口a(4)与第一冒口b(18)相对应;第二冒口a(5)与第二冒口b(19)相对应;中间冒口a(6)与中间冒口b(20)相对应。
4.根据权利要求1所述一种提高汽车转向节生产效率的模具,其特征是:所述的中间冒口a(6)与第一型腔a(8)和第二型腔a(9)不连通。
5.根据权利要求1所述一种提高汽车转向节生产效率的模具,其特征是:所述的过滤网座a(2)与过滤网座b(17)中设有避渣薄片。
6.根据权利要求1所述一种提高汽车转向节生产效率的模具,其特征是:所述的上横浇道(10)左右两端分别与第一冒口b(18)和第二冒口b(19)相连通;当模具正压板与反压板合模后,上横浇道(10)位于直浇道(3)上方并与直浇道(3)相连通。
7.根据权利要求1所述一种提高汽车转向节生产效率的模具,其特征是:所述下横浇道(11)的左右两端通过浇道a(12)分别与第一型腔b(14)和第二型腔b(15)的下端相连通;当模具正压板与反压板合模后,下横浇道(11)位于竖浇道(7)上方并与竖浇道(7)相连通。
技术总结
本技术公开了一种提高汽车转向节生产效率的模具,包括模具正压板和模具反压板,所述的模具正压板与模具反压板竖直对称设置;所述的模具正压板包括第一型腔A、第二型腔A和浇注机构;所述的模具反压板包括第一型腔B、第二型腔B和浇注机构;本模具通过对汽车转向节模具的布局进行重新设计,采用左右共模的设计方案,在保证铸件质量的同时,相较于每模一件的现有模具,本模具可使生产效率至少提高40%左右。
技术研发人员:王新乐,王永涝,杨亚浩
受保护的技术使用者:洛阳古城机械有限公司
技术研发日:20230809
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!