一种小方坯连铸机引锭填充冷却料装置的制作方法
本技术涉及一种小方坯连铸机引锭填充冷却料装置,属于冶金行业小方坯连铸机生产设备。
背景技术:
1、炼钢厂小方坯连铸机高效化生产,采用刚性引锭杆搭配钩头方式引导铸坯出苗,将铸坯拉至拉矫机后方进行脱引锭作业,使铸坯连续稳定生产。钩头作为连接引锭杆与铸坯的桥结构,钩头的强度至关重要,钢水使得钩头升温会降低钩头的强度,因此,向结晶器内填充冷却料尤为重要。
2、向结晶器内填充的冷却料通常为长条状,冷却料添加量过少或者填充不紧实以及开浇钢水温度过高,冷却效果不够,钩头强度降低造成拉脱;冷却料填充过多,开浇钢水冲不透冷却料,钩头与铸坯结合不紧密,拉坯阻力变大,会造成拉不动现象,甚至拉脱事故。
3、传统的冷却料填充作业,工人依据个人经验,填充方式多种多样,填充数量差异性偏大,主要存在以下问题:
4、(1)填料作业时,需要人工将冷却料分成多次投入待填充的结晶器中,并观察冷却料分布情况,冷却料添加速度慢。
5、(2)填料作业不易标准化,冷却料在结晶器内分布不均匀,分批次投入的冷却料会出现架空、搭桥、堆叠、倾斜等状态,操作人员凭借经验作业,差异较大。
6、(3)使用铁棒对冷却料进行搅捣,对铁粒的分布有影响,还可能将塞好的石棉绳松动、翘边,甚至石棉绳上翻、移位,造成开浇漏钢事故。
7、(4)冷却料数量标准化困难,无论使用支数计数,还是使用重量计数,都只能规定一个大致范围,冷却料的粗细长短差异,都会引起填料数量比较大的波动范围。
技术实现思路
1、本实用新型的目的是提供一种小方坯连铸机引锭填充冷却料装置,填充速度快、时间短,冷却料在结晶器内分布均匀,解决背景技术中存在的问题。
2、本实用新型的技术方案是:
3、一种小方坯连铸机引锭填充冷却料装置,包含支撑板、方形筒、手提托板和抽动挡板,方形筒为与小方坯连铸机结晶器大小相配合两端开口的筒状,方形筒的下部设有与小方坯连铸机结晶器相配合的支撑板和抽动挡板,方形筒的上部设有手提托板上。
4、所述方形筒的高度与冷却料的长度相配合。
5、所述方形筒下部与小方坯连铸机结晶器相配合的支撑板为两块,两块支撑板对称固定在方形筒两侧。
6、所述方形筒下部与小方坯连铸机结晶器相配合的抽动挡板和方形筒滑动连接。
7、所述方形筒下部与小方坯连铸机结晶器相配合的抽动挡板呈水平状态。
8、所述方形筒上部的手提托板为两块,两块手提托板对称固定在方形筒两侧。
9、使用时,提前将冷却料竖直放置在方形筒内,然后将该装置搬动至待填充的小方坯连铸机结晶器上口,快速抽动挡板,冷却料会成竖直状态靠重力下落至结晶器中,即可完成冷却料的填充工作。
10、本实用新型的有益效果是:
11、(1)可提前将冷却料放入该装置中,填充速度快、时间短,节约浇次间准备时间。
12、(2)能够使填料作业标准化,而且冷却料在结晶器内分布均匀。
13、(3)无需对结晶器内的冷却料进行搅捣,有利于引锭头保持良好状态。
14、(4)能够使冷却料填料数量标准化。
技术特征:
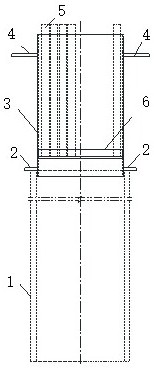
1.一种小方坯连铸机引锭填充冷却料装置,其特征在于:包含支撑板(2)、方形筒(3)、手提托板(4)和抽动挡板(6),方形筒(3)为与小方坯连铸机结晶器大小相配合两端开口的筒状,方形筒(3)的下部设有与小方坯连铸机结晶器相配合的支撑板(2)和抽动挡板(6),方形筒(3)的上部设有手提托板(4)上。
2.根据权利要求1所述的一种小方坯连铸机引锭填充冷却料装置,其特征在于:所述方形筒(3)的高度与冷却料(5)的长度相配合。
3.根据权利要求1所述的一种小方坯连铸机引锭填充冷却料装置,其特征在于:所述方形筒(3)下部与小方坯连铸机结晶器相配合的支撑板(2)为两块,两块支撑板(2)对称固定在方形筒(3)两侧。
4.根据权利要求1所述的一种小方坯连铸机引锭填充冷却料装置,其特征在于:所述方形筒(3)下部与小方坯连铸机结晶器相配合的抽动挡板(6)和方形筒(3)滑动连接。
5.根据权利要求4所述的一种小方坯连铸机引锭填充冷却料装置,其特征在于:所述方形筒(3)下部与小方坯连铸机结晶器相配合的抽动挡板(6)呈水平状态。
6.根据权利要求1所述的一种小方坯连铸机引锭填充冷却料装置,其特征在于:所述方形筒(3)上部的手提托板(4)为两块,两块手提托板(4)对称固定在方形筒(3)两侧。
技术总结
本技术涉及一种小方坯连铸机引锭填充冷却料装置,属于冶金行业小方坯连铸机生产设备技术领域。技术方案是:包含支撑板(2)、方形筒(3)、手提托板(4)和抽动挡板(6),方形筒(3)为与小方坯连铸机结晶器大小相配合两端开口的筒状,方形筒(3)的下部设有与小方坯连铸机结晶器相配合的支撑板(2)和抽动挡板(6),方形筒(3)的上部设有手提托板(4)上;所述方形筒(3)的高度与冷却料(5)的长度相配合;所述方形筒(3)下部与小方坯连铸机结晶器相配合的支撑板(2)为两块,两块支撑板(2)对称固定在方形筒(3)两侧。本技术的有益效果是:填充速度快、时间短,冷却料在结晶器内分布均匀。
技术研发人员:岳守平,杨学雨,王博利,张植伟,郭海峰
受保护的技术使用者:邯郸钢铁集团有限责任公司
技术研发日:20230809
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!