粉末冶金闸片摩擦块烧结工装的制作方法
本技术涉及高速动车配件,特别涉及粉末冶金闸片摩擦块烧结工装。
背景技术:
1、高速动车用制动摩擦块为采用多个粉末冶金摩擦块组合结构;
2、现有技术中,摩擦块烧结工装往往为将多个部件分别烧结,最后再完成组装,采用此种方式,产品烧结后形状统一度低,装配尺寸不稳定,还需要再次机械加工,生产效率交底,无法保证产品质量的稳定性;
3、为此,提出粉末冶金闸片摩擦块烧结工装。
技术实现思路
1、有鉴于此,本实用新型实施例希望提供粉末冶金闸片摩擦块烧结工装,以解决或缓解现有技术中存在的技术问题,至少提供一种有益的选择。
2、本实用新型实施例的技术方案是这样实现的:粉末冶金闸片摩擦块烧结工装,包括:
3、烧结件以及用于配合烧结件的加压式钟罩炉;
4、向烧结件内供给热源的供热管;
5、通过供热管向烧结件内供给热源,烧结成型后,冷却,取出成品,得到烧结完成的摩擦块;
6、其中,所述烧结件包括内部具有第二加热腔的上模板以及内部具有第三加热腔的下模板,且下模板内具有限定摩擦块形状的模腔和第二限位杆;
7、所述第三加热腔包覆在模腔的外部;
8、所述加压式钟罩炉包括内部具有供热通道的上盖和下壳,所述上模板和下模板上均开设有用于输送热能的连通孔,所述上盖的供热通道通过连通孔与第二加热腔连通,所述下壳的供热通道通过连通孔与第三加热腔连通。
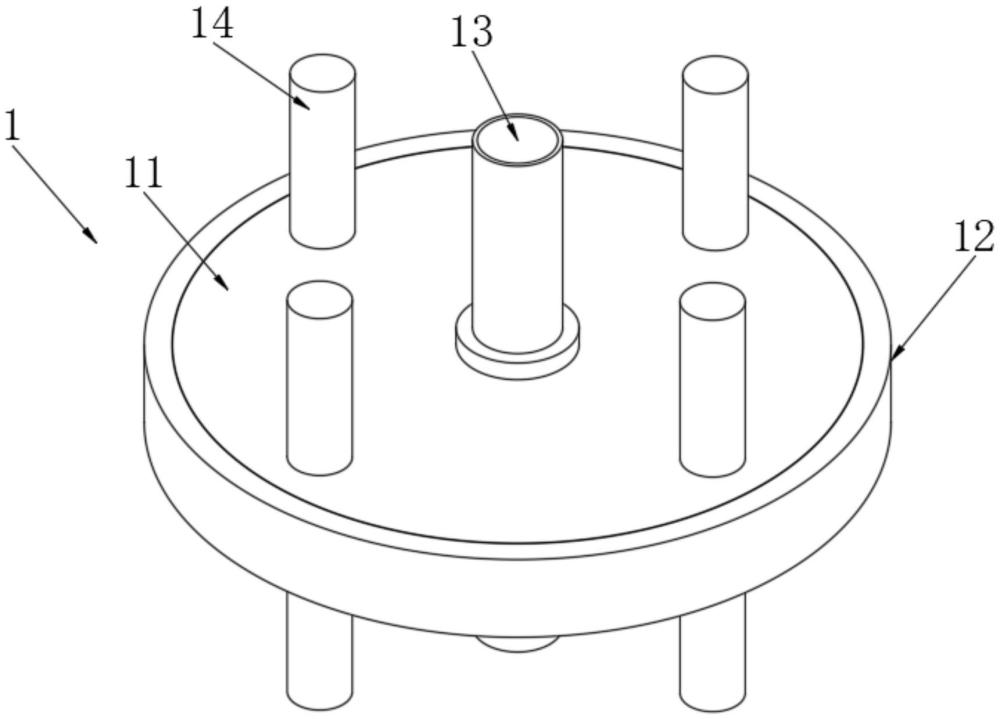
9、在一些实施例中:所述加压式钟罩炉还包括多个用以带动上盖和/或下壳运动的连接杆。
10、在一些实施例中:所述下壳的内部具有第一加热腔,所述烧结件的数量共设置多个,且多个烧结件均匀分布于第一加热腔内。
11、在一些实施例中:所述供热管与上盖和下壳的内部通道连通。
12、在一些实施例中:所述供热管与第一加热腔连通。
13、在一些实施例中:所述上模板固定在上盖上。
14、在一些实施例中:所述下模板固定在下壳上。
15、在一些实施例中:所述上模板的底部一体成型有多个不规则的第一限位杆。
16、本实用新型实施例由于采用以上技术方案,其具有以下优点:
17、一、本实用新型通过设置能够一体成型摩擦块的烧结件,产品烧结后形状统一,装配尺寸稳定,不需要再次机械加工,提高生产效率,保证产品质量的稳定性。
18、二、本实用新型通过设置包覆在模腔外部的第二加热腔和第三加热腔,配合第一加热腔,内外共同加热,进一步提高加热效果,达到节省能源的作用。
19、上述概述仅仅是为了说明书的目的,并不意图以任何方式进行限制。除上述描述的示意性的方面、实施方式和特征之外,通过参考附图和以下的详细描述,本实用新型进一步的方面、实施方式和特征将会是容易明白的。
技术特征:
1.粉末冶金闸片摩擦块烧结工装,其特征在于,包括:
2.根据权利要求1所述的粉末冶金闸片摩擦块烧结工装,其特征在于:所述加压式钟罩炉(1)还包括多个用以带动上盖(11)和/或下壳(12)运动的连接杆(14)。
3.根据权利要求1所述的粉末冶金闸片摩擦块烧结工装,其特征在于:所述下壳(12)的内部具有第一加热腔(121),所述烧结件(2)的数量共设置多个,且多个烧结件(2)均匀分布于第一加热腔(121)内。
4.根据权利要求3所述的粉末冶金闸片摩擦块烧结工装,其特征在于:所述供热管(13)与上盖(11)和下壳(12)的内部通道连通。
5.根据权利要求3所述的粉末冶金闸片摩擦块烧结工装,其特征在于:所述供热管(13)与第一加热腔(121)连通。
6.根据权利要求1所述的粉末冶金闸片摩擦块烧结工装,其特征在于:所述上模板(21)固定在上盖(11)上。
7.根据权利要求1所述的粉末冶金闸片摩擦块烧结工装,其特征在于:所述下模板(22)固定在下壳(12)上。
8.根据权利要求1所述的粉末冶金闸片摩擦块烧结工装,其特征在于:所述上模板(21)的底部一体成型有多个不规则的第一限位杆(211)。
技术总结
本技术提供了粉末冶金闸片摩擦块烧结工装,包括以下步骤:提供一烧结件以及用于配合烧结件的加压式钟罩炉;将摩擦块放置于烧结件的内部;通过供热管向烧结件内供给热源,烧结成型后,冷却,取出成品,得到烧结完成的摩擦块;其中,所述烧结件包括内部具有第二加热腔的上模板以及内部具有第三加热腔的下模板;本技术通过设置能够一体成型摩擦块的烧结件,产品烧结后形状统一,装配尺寸稳定,不需要再次机械加工,提高生产效率,保证产品质量的稳定性。本技术通过设置包覆在模腔外部的第二加热腔和第三加热腔,配合第一加热腔,内外共同加热,进一步提高加热效果,达到节省能源的作用。
技术研发人员:王天永
受保护的技术使用者:王天永
技术研发日:20230817
技术公布日:2024/3/11
- 还没有人留言评论。精彩留言会获得点赞!