一种离合器衬套端面加工设备的制作方法
本技术属于衬套加工,具体的说是一种离合器衬套端面加工设备。
背景技术:
1、离合器位于发动机和变速箱之间的飞轮壳内,用螺钉将离合器总成固定在飞轮的后平面上,离合器的输出轴就是变速箱的输入轴,而离合器衬套则是用于离合器外部保护本体的一层胶膜,在衬套生产时,需要通过端面加工装饰板对衬套的端面进行打磨去除毛刺和边角料。
2、目前用于衬套加工的设备通常是定位架、可拆卸安装在定位架上的定位柱、气缸和打磨刀片等结构构成,即将待加工的衬套套设在定位柱外部以对衬套进行固定便于打磨的进行,即可启动电机带动其输出端安装的打磨刀片转动,对衬套的端面进行打磨,打磨后取下衬套并安装下一个待加工衬套在定位柱上进行打磨加工。
3、不同大小离合器使用的衬套直径通常也各不相同,而目前在衬套加工时用于定位衬套的定位柱其直径大小通常是固定的,虽可通过拆卸更换不同直径的定位柱,但拆卸更换的过程较为麻烦,且生产成本较高;因此,针对上述问题提出一种离合器衬套端面加工设备。
技术实现思路
1、为了弥补现有技术的不足,解决不同大小离合器使用的衬套直径通常也各不相同,而目前在衬套加工时用于定位衬套的定位柱其直径大小通常是固定的,虽可通过拆卸更换不同直径的定位柱,但拆卸更换的过程较为麻烦,且生产成本较高的问题,提出的一种离合器衬套端面加工设备。
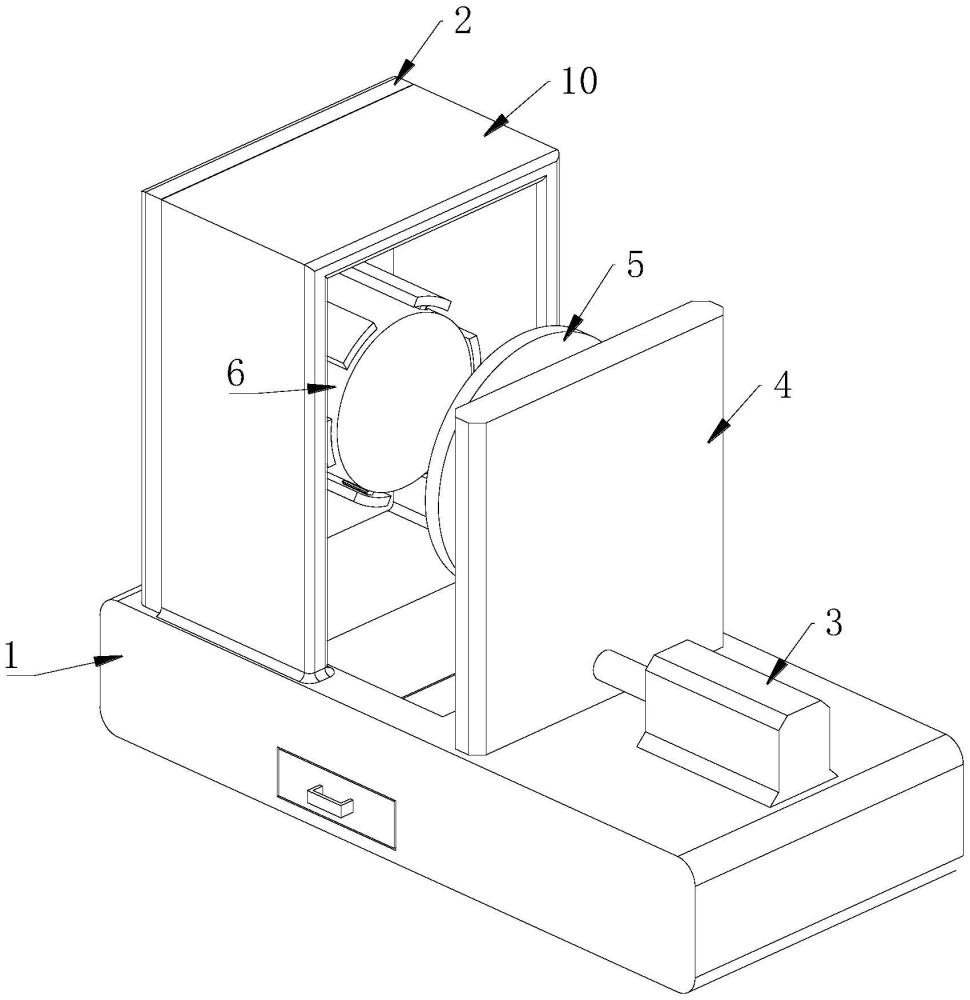
2、本实用新型解决其技术问题所采用的技术方案是:本实用新型所述的一种离合器衬套端面加工设备,包括底座;所述底座顶部的一侧固定安装有定位架,所述底座的顶部的另一侧固定安装有气缸,所述气缸的输出端固定安装有打磨板,所述打磨板的另一侧面通过转轴转动安装有打磨刀片,所述定位架靠近气缸的一侧面固定安装有定位块;
3、所述定位块内设置有调节机构,所述调节机构包括通过传动杆转动安装在定位块内侧壁的主动齿轮,所述定位块内安装有滑动连接的齿条,所述齿条的一端贯穿定位块并安装有固定连接的调节块,所述齿条与主动齿轮啮合连接,所述定位块内设置有内齿轮,所述内齿轮与主动齿轮啮合连接,所述主动齿轮远离传动杆的一端安装有固定连接的驱动杆,所述驱动杆的另一端依次贯穿定位块与定位架并与外界连通
4、优选的,所述定位块的内侧壁固定安装有导向块,所述导向块外壁的一侧固定安装有导向杆,所述导向杆的另一端插设至齿条一侧面开设的插孔内。
5、优选的,所述底座的顶部固定安装有遮挡架,所述遮挡架的一侧面与定位架靠近气缸的一侧面贴合。
6、优选的,所述调节块设置为弧形,所述调节块的外壁设置有橡胶垫,所述定位块远离定位架的一侧面设置有耐磨层。
7、优选的,所述底座的顶部开设有收集槽,所述收集槽设置为上宽下窄的壶型。
8、优选的,所述底座的正面开设有收纳槽,所述收纳槽内滑动连接有收纳盒,所述收纳盒的正面固定安装有握把。
9、本实用新型的有益效果:
10、本实用新型提供一种离合器衬套端面加工设备,通过调节机构的设置,根据所需打磨加工的衬套直径,启动安装在定位架远离定位块一侧面的电机,电机带动驱动杆转动,驱动杆带动主动齿轮转动,而齿条与主动齿轮啮合连接,内齿轮与主动齿轮啮合连接,继而单个主动齿轮通过内齿轮其它主动齿轮转动,多个主动齿轮带动多个齿条移动,继而多个齿条带动多个调节块移动,以达到扩大定位块直径的目的,既可对不同直径衬套起到定位支撑的效果,无需拆卸更换不同直径的定位柱,且调节简便。
技术特征:
1.一种离合器衬套端面加工设备,包括底座(1);所述底座(1)顶部的一侧固定安装有定位架(2),所述底座(1)的顶部的另一侧固定安装有气缸(3),所述气缸(3)的输出端固定安装有打磨板(4),所述打磨板(4)的另一侧面通过转轴转动安装有打磨刀片(5),其特征在于:所述定位架(2)靠近气缸(3)的一侧面固定安装有定位块(6);
2.根据权利要求1所述的一种离合器衬套端面加工设备,其特征在于:所述定位块(6)的内侧壁固定安装有导向块(8),所述导向块(8)外壁的一侧固定安装有导向杆(9),所述导向杆(9)的另一端插设至齿条(75)一侧面开设的插孔内。
3.根据权利要求2所述的一种离合器衬套端面加工设备,其特征在于:所述底座(1)的顶部固定安装有遮挡架(10),所述遮挡架(10)的一侧面与定位架(2)靠近气缸(3)的一侧面贴合。
4.根据权利要求3所述的一种离合器衬套端面加工设备,其特征在于:所述调节块(72)设置为弧形,所述调节块(72)的外壁设置有橡胶垫,所述定位块(6)远离定位架(2)的一侧面设置有耐磨层。
5.根据权利要求4所述的一种离合器衬套端面加工设备,其特征在于:所述底座(1)的顶部开设有收集槽(11),所述收集槽(11)设置为上宽下窄的壶型。
6.根据权利要求5所述的一种离合器衬套端面加工设备,其特征在于:所述底座(1)的正面开设有收纳槽(12),所述收纳槽(12)内滑动连接有收纳盒(13),所述收纳盒(13)的正面固定安装有握把。
技术总结
本技术属于衬套加工技术领域,具体的说是一种离合器衬套端面加工设备,包括底座;所述底座顶部的一侧固定安装有定位架,所述底座的顶部的另一侧固定安装有气缸,所述气缸的输出端固定安装有打磨板;通过调节机构的设置,根据所需打磨加工的衬套直径,启动安装在定位架远离定位块一侧面的电机,电机带动驱动杆转动,驱动杆带动主动齿轮转动,齿条与主动齿轮啮合连接,内齿轮与主动齿轮啮合连接,单个主动齿轮通过内齿轮其它主动齿轮转动,多个主动齿轮带动多个齿条移动,多个齿条带动多个调节块移动,以达到扩大定位块直径的目的,即可对不同直径衬套起到定位支撑的效果,无需拆卸更换不同直径的定位柱,且调节简便。
技术研发人员:张运,张贵
受保护的技术使用者:恒运(广州)动力机械有限公司
技术研发日:20230818
技术公布日:2024/6/20
- 还没有人留言评论。精彩留言会获得点赞!