一种缩短模具制作周期的低成本铁型覆砂模具的制作方法
本技术涉及模具铸造设备,尤其是涉及一种缩短模具制作周期的低成本铁型覆砂模具。
背景技术:
1、铁型覆砂铸造是指在与铸件轮廓近形的铁型内腔上覆上一层型砂而形成铸型的一种铸造技术。铁型覆砂铸造具有覆膜砂壳型铸造的特点,造型方便、快捷、型砂密度、铸型表面硬度等通过设备保证,永远一致,并且不需要涂刷任何涂料。既得到了光洁的铸件,又提高了铸件的形状和尺寸精度,一套完整的铁型覆砂的工装需要型板模具1套,铁型砂箱1套,射砂板1套,模具的制作周期为25-30天,花费的成本预计在10万左右。所以在产品开发初期时用铁型覆砂模具制作手工样件花费的时间长,模具成本高,客户往往不能接受。如何缩短模具制作周期和降低模具成本成为我们急需解决的问题。
技术实现思路
1、鉴于以上问题,本实用新型提供了一种缩短模具制作周期的低成本铁型覆砂模具,不仅缩短了模具铸造的周期,而且降低了模具成本。
2、为了实现上述目的及其他相关目的,本实用新型提供的技术方案如下:
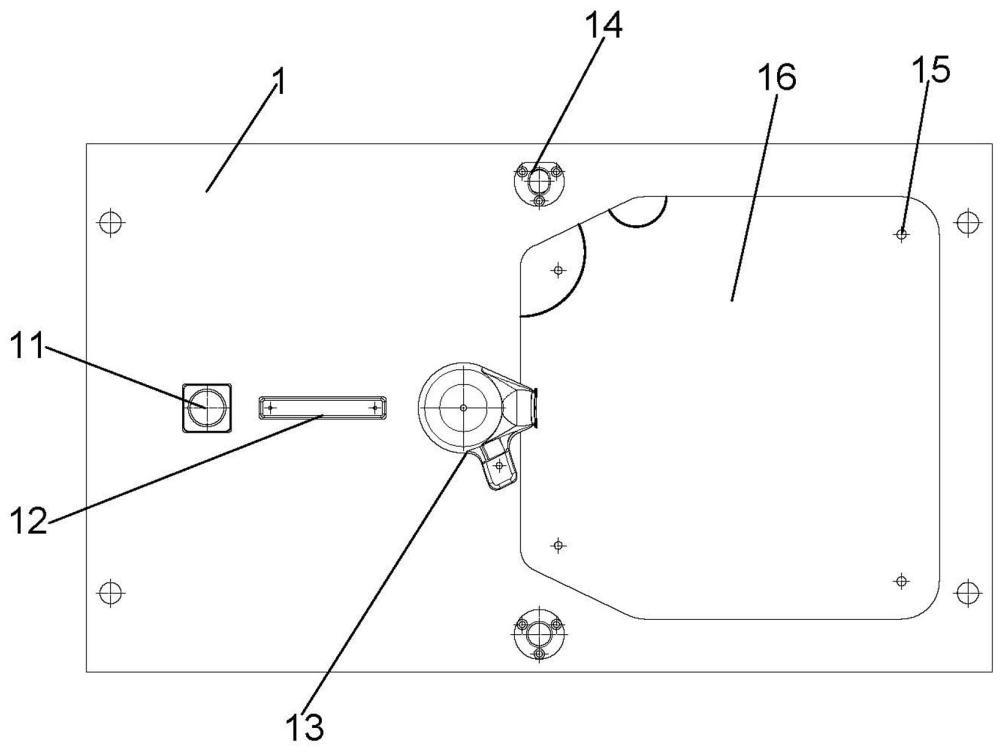
3、一种缩短模具制作周期的低成本铁型覆砂模具,包括型板模具外框、型板金型、铁型模具外框和铁型金型,所述型板模具外框上设有浇口棒、横浇道和冒口,所述浇口棒与所述横浇道连通,所述横浇道与所述冒口连通,所述冒口的出口处设有型板凹槽,所述型板凹槽与所述型板金型可拆卸连接,所述铁型模具外框上设有浇口棒凹槽、横浇道凹槽和冒口凹槽,所述浇口棒凹槽与所述浇口棒嵌套连接,所述横浇道凹槽与所述横浇道嵌套连接,所述冒口凹槽与所述冒口嵌套连接,所述冒口凹槽末端设有铁型凹槽,所述铁型凹槽与所述铁型金型可拆卸连接。
4、作为优选,所述型板金型上设有凸块,所述铁型金型上设有凹槽,所述凸块与所述凹槽配套连接。
5、作为优选,所述型板模具外框上设有销套,所述铁型模具外框上设有销杆,所述销套与所述销杆配套连接。
6、作为优选,所述型板凹槽底部设有螺丝孔,所述型板金型上设有螺丝孔。
7、作为优选,所述型板模具外框的一侧设有加热管。
8、作为优选,所述铁型凹槽底部设有吹砂口。
9、作为优选,所述铁型凹槽上设有螺丝孔,所述铁型金型上设有螺丝孔。
10、作为优选,所述型板模具外框为方形结构。
11、作为优选,所述型板模具外框一体注塑成型,所述型板金型一体注塑成型。
12、作为优选,所述铁型模具外框一体注塑成型,所述铁型金型一体注塑成型。
13、本实用新型具有以下积极效果:
14、1.本实用新型共用吹砂口、型板模具外框、铁型模具外框和浇注系统,浇注系统为浇口棒、横浇道和冒口,只需切换不同的型板金型和铁型金型,就可完成不同铸件,降低了模具成本。
15、2.本实用新型的新品飞轮只需要制作模板金型和铁型金型,相比手工样件模具的成本要低,满足了客户的工装模具的成本需求。
16、3.本实用新型的模具周期从原来的25天缩短到15天,交样时间缩短了10天,满足了客户的交样要求,提升了市场竞争力。
技术特征:
1.一种缩短模具制作周期的低成本铁型覆砂模具,包括型板模具外框(1)、型板金型(2)、铁型模具外框(3)和铁型金型(4),其特征在于:所述型板模具外框(1)上设有浇口棒(11)、横浇道(12)和冒口(13),所述浇口棒(11)与所述横浇道(12)连通,所述横浇道(12)与所述冒口(13)连通,所述冒口(13)的出口处设有型板凹槽(16),所述型板凹槽(16)与所述型板金型(2)可拆卸连接,所述铁型模具外框(3)上设有浇口棒凹槽(31)、横浇道凹槽(32)和冒口凹槽(33),所述浇口棒凹槽(31)与所述浇口棒(11)嵌套连接,所述横浇道凹槽(32)与所述横浇道(12)嵌套连接,所述冒口凹槽(33)与所述冒口(13)嵌套连接,所述冒口凹槽(33)末端设有铁型凹槽(36),所述铁型凹槽(36)与所述铁型金型(4)可拆卸连接。
2.根据权利要求1所述的缩短模具制作周期的低成本铁型覆砂模具,其特征在于:所述型板金型(2)上设有凸块(21),所述铁型金型(4)上设有凹槽(41),所述凸块(21)与所述凹槽(41)配套连接。
3.根据权利要求1所述的缩短模具制作周期的低成本铁型覆砂模具,其特征在于:所述型板模具外框(1)上设有销套(14),所述铁型模具外框(3)上设有销杆(34),所述销套(14)与所述销杆(34)配套连接。
4.根据权利要求1所述的缩短模具制作周期的低成本铁型覆砂模具,其特征在于:所述型板凹槽(16)底部设有螺丝孔(15),所述型板金型(2)上设有螺丝孔(15)。
5.根据权利要求1所述的缩短模具制作周期的低成本铁型覆砂模具,其特征在于:所述型板模具外框(1)的一侧设有加热管(17)。
6.根据权利要求1所述的缩短模具制作周期的低成本铁型覆砂模具,其特征在于:所述铁型凹槽(36)底部设有吹砂口(35)。
7.根据权利要求1所述的缩短模具制作周期的低成本铁型覆砂模具,其特征在于:所述铁型凹槽(36)上设有螺丝孔(15),所述铁型金型(4)上设有螺丝孔(15)。
8.根据权利要求1所述的缩短模具制作周期的低成本铁型覆砂模具,其特征在于:所述型板模具外框(1)为方形结构。
9.根据权利要求1所述的缩短模具制作周期的低成本铁型覆砂模具,其特征在于:所述型板模具外框(1)一体注塑成型,所述型板金型(2)一体注塑成型。
10.根据权利要求1所述的缩短模具制作周期的低成本铁型覆砂模具,其特征在于:所述铁型模具外框(3)一体注塑成型,所述铁型金型(4)一体注塑成型。
技术总结
本技术涉及一种缩短模具制作周期的低成本铁型覆砂模具,包括型板模具外框、型板金型、铁型模具外框和铁型金型,所述型板模具外框上设有浇口棒、横浇道和冒口,所述浇口棒与所述横浇道连通,所述横浇道与所述冒口连通,所述冒口的出口处设有型板凹槽,所述型板凹槽与所述型板金型可拆卸连接,所述铁型模具外框上设有浇口棒凹槽、横浇道凹槽和冒口凹槽,所述浇口棒凹槽与所述浇口棒嵌套连接,所述横浇道凹槽与所述横浇道嵌套连接,所述冒口凹槽与所述冒口嵌套连接,所述冒口凹槽末端设有铁型凹槽,所述铁型凹槽与所述铁型金型可拆卸连接。本技术不仅缩短了模具铸造的周期,而且降低了模具成本。
技术研发人员:伍月恩,叶贵龙,郭远林,王志先,艾勇
受保护的技术使用者:湖北六和天轮机械有限公司
技术研发日:20230825
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!