一种三板模自动脱断流道机构的制作方法
:本技术涉及压铸模具的,更具体地说涉及一种三板模自动脱断流道机构。
背景技术
0、
背景技术:
1、压铸是一种金属铸造工艺,是一种利用高压强制将金属熔液压入形状复杂的金属模内的一种精密铸造法,其特点是利用模具内腔对融化的金属施加高压。目前的压铸通过压铸机进行,压铸机上一般设有动模和静模两板结构的压铸模具,动模和静模之间设有型腔,型腔的结构与压铸件的外形相匹配,同时静模上成型有小孔结构的进液口,通过进液口可以往动模和静模之间的型腔压注铸造液,而静模背离型腔的一侧设有连接压铸机上浇注口和静模进液口连通的压铸流道,在压铸过程中压铸流道和浇注口内均会形成废料,即所谓的浇口,在动模和静模之间取下压铸件时,需要人工手动先将浇口剪断,较为麻烦,所以需要设计一种可以实现浇口自动断落的结构。
技术实现思路
0、
技术实现要素:
1、本实用新型的目的就是针对现有技术之不足,而提供了一种三板模自动脱断流道机构,其断流道机构能实现压铸模具内的浇口自动分离脱离,大大方便压铸工位人员的工作。
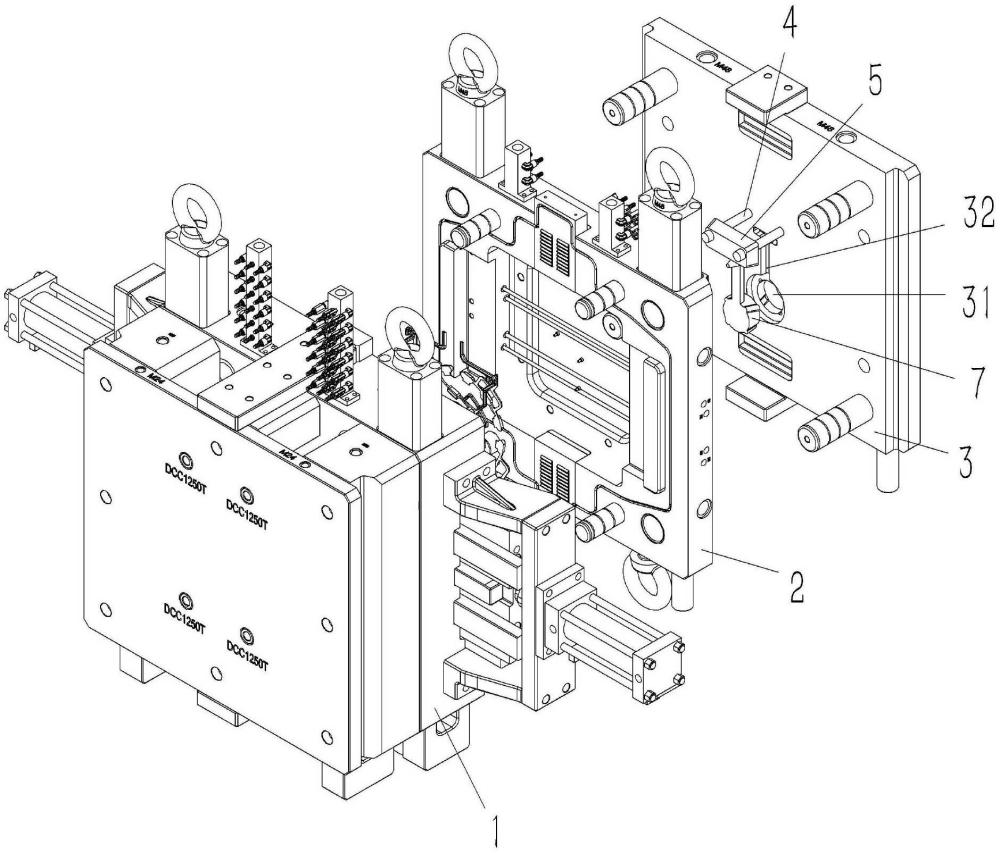
2、一种三板模自动脱断流道机构,包括横向分布的动模、静模和静模限位固定板,动模包括动模板和固定在动模板内侧的动模模具,静模包括静模板和固定在静模板内侧的静模模具,静模模具上成型有进液口,静模模具上的进液口由两个锥形相对的槽口组成;
3、所述的静模限位固定板上成型有浇注口,静模限位固定板靠近静模一侧的端面上成型有与静模模具上进液口相对并与浇注口相连通的t型流道,t型流道位于浇注口的上侧,t型流道上侧的静模限位固定板插接固定有若干横向t型的限位杆,限位杆上插套有限位挡块,限位挡块的下端面位于t型流道上沿边的下侧;限位挡块位于静模模具上进液口的上侧。
4、优选的,所述静模模具四周的静模板上成型有若干横向的第一导向孔,静模限位固定板上固定有与第一导向孔相对的第一导向柱,所述的静模板上固定有若干横向的第二导向柱,动模的动模板上成型有与第二导向柱相对的第二导向孔。
5、优选的,所述动模的动模模具内和静模的静模模具内分别插设有若干冷却管道,动模的动模板和静模的静模板内分别成型有与冷却管道相连通的冷却流道,动模板和静模板的上端面上分别固定连接有与冷却流道相连通的冷却接头。
6、优选的,所述的限位杆和限位挡块与静模模具相对,静模模具靠近静模限位固定板一侧的端面上分别成型有与限位杆和限位挡块相对的避让插孔和避让凹槽。
7、优选的,所述静模模具的厚度大于静模限位固定板上限位杆的长度。
8、优选的,所述静模限位固定板上的t型流道由上部的水平沟道和下部的竖向沟道组成,所述的静模模具上进液口与t型流道内的竖向沟道的中、上部相正对。
9、本实用新型的有益效果在于:
10、本断流道机构能实现压铸模具内的浇口自动分离脱离,大大方便压铸工位人员的工作,还能有效提高压铸工序的工作效率。
技术特征:
1.一种三板模自动脱断流道机构,包括横向分布的动模(1)、静模(2)和静模限位固定板(3),动模(1)包括动模板和固定在动模板内侧的动模模具,静模(2)包括静模板(21)和固定在静模板(21)内侧的静模模具(22),静模模具(22)上成型有进液口(221),其特征在于:静模模具(22)上的进液口(221)由两个锥形相对的槽口组成;
2.根据权利要求1所述的一种三板模自动脱断流道机构,其特征在于:所述静模模具(22)四周的静模板(21)上成型有若干横向的第一导向孔,静模限位固定板(3)上固定有与第一导向孔相对的第一导向柱,所述的静模板(21)上固定有若干横向的第二导向柱,动模(1)的动模板上成型有与第二导向柱相对的第二导向孔。
3.根据权利要求1所述的一种三板模自动脱断流道机构,其特征在于:所述动模(1)的动模模具内和静模(2)的静模模具(22)内分别插设有若干冷却管道,动模(1)的动模板和静模(2)的静模板(21)内分别成型有与冷却管道相连通的冷却流道,动模板和静模板(21)的上端面上分别固定连接有与冷却流道相连通的冷却接头。
4.根据权利要求1所述的一种三板模自动脱断流道机构,其特征在于:所述的限位杆(4)和限位挡块(5)与静模模具(22)相对,静模模具(22)靠近静模限位固定板(3)一侧的端面上分别成型有与限位杆(4)和限位挡块(5)相对的避让插孔和避让凹槽。
5.根据权利要求4所述的一种三板模自动脱断流道机构,其特征在于:所述静模模具(22)的厚度大于静模限位固定板(3)上限位杆(4)的长度。
6.根据权利要求1所述的一种三板模自动脱断流道机构,其特征在于:所述静模限位固定板(3)上的t型流道(32)由上部的水平沟道和下部的竖向沟道组成,所述的静模模具(22)上进液口(221)与t型流道(32)内的竖向沟道的中、上部相正对。
技术总结
本技术涉及一种三板模自动脱断流道机构,包括横向分布的动模、静模和静模限位固定板,动模包括动模板和固定在动模板内侧的动模模具,静模包括静模板和固定在静模板内侧的静模模具,静模模具上成型有进液口,静模模具上的进液口由两个锥形相对的槽口组成;静模限位固定板上成型有浇注口,静模限位固定板靠近静模一侧的端面上成型有与静模模具上进液口相对并与浇注口相连通的T型流道,T型流道位于浇注口的上侧,T型流道上侧的静模限位固定板插接固定有若干横向T型的限位杆,限位杆上插套有限位挡块,限位挡块的下端面位于T型流道上沿边的下侧。本断流道机构能实现压铸模具内的浇口自动分离脱离,大大方便压铸工位人员的工作。
技术研发人员:张继龙,姜安平,梁晟,田晶晶
受保护的技术使用者:万丰镁瑞丁新材料科技有限公司
技术研发日:20230831
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!