环保型自动化铸造设备控制装置的制作方法
本技术涉及铸造设备控制装置领域,更具体地说,涉及环保型自动化铸造设备控制装置。
背景技术:
1、在金属铸造加工时,一般采用浇铸成型铸造,其自动化铸造设备中,如cn204735710u公开了一种新型高纯铝合金铸造控制装置,包括浇铸模具、下溜槽、上溜槽、流量控制陶瓷管,所述下溜槽设置于所述浇铸模具的上方,所述下溜槽与所述浇铸模具相连通;所述上溜槽设置于所述下溜槽的上方;
2、上述专利中,在铸造时流量控制不够精准,其导致流动时的金属易于出现过分溢流现象,溢流的金属烟气影响,环保性低,浇铸精度低。
技术实现思路
1、针对现有技术中存在的问题,本实用新型的目的在于提供环保型自动化铸造设备控制装置,其陶瓷管内部设置圆阀板结构,通过蜗轮蜗杆驱动控制圆阀板开口,可精切控制流量精度,不易出现过分溢流现象,提高环保性和浇铸精度。
2、为解决上述问题,本实用新型采用如下的技术方案。
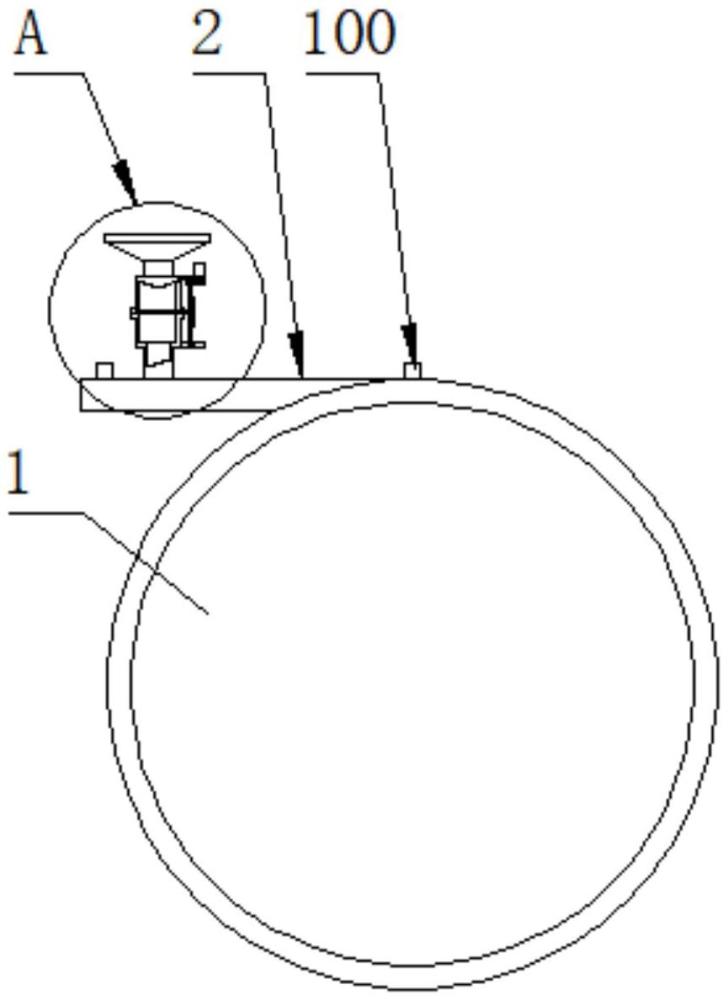
3、环保型自动化铸造设备控制装置,包括浇铸模具、流淌槽,所述流淌槽上表面设置陶瓷管、浇铸斗,所述陶瓷管内表面设置圆阀板,所述圆阀板外端固定凸轴,所述凸轴穿插在陶瓷管内侧,所述凸轴外端固定蜗轮,所述陶瓷管外端固定支撑板,所述支撑板内通过轴承连接蜗杆,所述支撑板表面固定驱动电机,其陶瓷管内部设置圆阀板结构,通过蜗轮蜗杆驱动控制圆阀板开口,可精切控制流量精度,不易出现过分溢流现象,提高环保性和浇铸精度。
4、进一步的,所述驱动电机的驱动轴外固定主动齿轮,蜗杆外表面固定从动齿轮。
5、进一步的,所述主动齿轮与从动齿轮相互啮合。
6、进一步的,所述蜗杆与蜗轮相互啮合。
7、进一步的,所述浇铸模具表面设置第一溢流口。
8、进一步的,所述流淌槽表面设置第二溢流口。
9、进一步的,所述圆阀板采用陶瓷材质。
10、相比于现有技术,本实用新型的优点在于:
11、(1)陶瓷管内部设置圆阀板结构,通过蜗轮蜗杆驱动控制圆阀板开口,可精切控制流量精度,不易出现过分溢流现象,提高环保性和浇铸精度。
技术特征:
1.环保型自动化铸造设备控制装置,包括浇铸模具(1)、流淌槽(2),其特征在于:所述流淌槽(2)上表面设置陶瓷管(3)、浇铸斗(4),所述陶瓷管(3)内表面设置圆阀板(5),所述圆阀板(5)外端固定凸轴(6),所述凸轴(6)穿插在陶瓷管(3)内侧,所述凸轴(6)外端固定蜗轮(7),所述陶瓷管(3)外端固定支撑板(8),所述支撑板(8)内通过轴承连接蜗杆(9),所述支撑板(8)表面固定驱动电机(10)。
2.根据权利要求1所述的环保型自动化铸造设备控制装置,其特征在于:所述驱动电机(10)的驱动轴外固定主动齿轮(11),蜗杆(9)外表面固定从动齿轮(12)。
3.根据权利要求2所述的环保型自动化铸造设备控制装置,其特征在于:所述主动齿轮(11)与从动齿轮(12)相互啮合。
4.根据权利要求1所述的环保型自动化铸造设备控制装置,其特征在于:所述蜗杆(9)与蜗轮(7)相互啮合。
5.根据权利要求1所述的环保型自动化铸造设备控制装置,其特征在于:所述浇铸模具(1)表面设置第一溢流口(100)。
6.根据权利要求1所述的环保型自动化铸造设备控制装置,其特征在于:所述流淌槽(2)表面设置第二溢流口(200)。
7.根据权利要求1所述的环保型自动化铸造设备控制装置,其特征在于:所述圆阀板(5)采用陶瓷材质。
技术总结
本技术公开了环保型自动化铸造设备控制装置,包括浇铸模具、流淌槽,所述流淌槽上表面设置陶瓷管、浇铸斗,所述陶瓷管内表面设置圆阀板,所述圆阀板外端固定凸轴,所述凸轴穿插在陶瓷管内侧,所述凸轴外端固定蜗轮,所述陶瓷管外端固定支撑板,所述支撑板内通过轴承连接蜗杆,所述支撑板表面固定驱动电机,其陶瓷管内部设置圆阀板结构,通过蜗轮蜗杆驱动控制圆阀板开口,可精切控制流量精度,不易出现过分溢流现象,提高环保性和浇铸精度。
技术研发人员:胡雷,孙会平,李永国,董春兰,刘兴才,郑善勇,尹燕义,张立金,薄其元,张延丽,于晓建
受保护的技术使用者:济南平阴天宫铸造有限公司
技术研发日:20230912
技术公布日:2024/5/19
- 还没有人留言评论。精彩留言会获得点赞!