无象足等静压模具装置的制作方法
本技术涉及溅射靶材,尤其涉及一种无象足等静压模具装置。
背景技术:
1、旋转溅射靶材是一种圆管形的真空镀膜材料。目前,常用的旋转溅射靶材胚体的制作工艺为等静压成型工艺。等静压工艺的原理为,将模具浸入液体中,通过增压系统将液体加压,液体介质可将压力各向均匀地传到至模具表面,模具内粉末受到均匀压力后,分子间距离缩短,从而改变理化性质。加工旋转溅射靶材胚体所需的模具,多为内外同心的模具,一般包括内芯、外胶套以及端盖,模具内腔为圆管形状。将靶材粉末填充进模具,装入等静压机压制成型,即可制得旋转溅射靶材胚体。
2、然而,现有的加工工艺会产生端部效应,使得等静压成型后的旋转溅射靶材胚体存在两个端部粗于中间部的现象,这种粗大的端部也被称为“象足”。造成端部效应的具体原因为,等静压工艺原理上可通过液体介质将压力各向同性地转递给模具,而模具却并不能各向同性地将压力传递给模具内工件。具体原因为,加工旋转溅射靶材胚体的模具的受到液体介质压力的部件包括外胶套和端盖。端盖轴向扣合于外胶套两端,采用过盈配合,即端盖和外胶套的接触面紧密贴合。当端盖受到液体介质轴向的压力后,端盖和外胶套的接触面会产生反向的摩擦力,势必会抵消一部分轴向压力,从而导致端部靶材粉末经端盖受到的轴向压力小于经外胶套受到的径向压力;另一方面,外胶套末端内撑有端盖,当外胶套受到径向压力,外胶套中部的径向压力较为均匀,外胶套末端受到端盖的支撑力,一部分径向压力被抵消,外胶套末端形变有限,从而导致端部靶材粉末受到的经向压力小于中部靶材粉末受到的径向压力。可见,模具末端靶材粉末受到的压力小于模具中部靶材粉末受到的压力,从而产生端部效应。
3、端部效应不仅会使旋转溅射靶材胚体两端产生象足,从而产生应力集中、开裂等问题;而且由于微观上靶材密度不一致,各处的理化性质也不同。在后续加工过程中,需要切除“象足”,从而会导致得料率降低的技术问题,因此需要改进。
技术实现思路
1、为克服相关技术中存在的问题,本实用新型实施例提供一种无象足等静压模具装置,用解决旋转溅射靶材胚体在等静压成型过程中产生端部效应的技术问题。
2、根据本实用新型实施例的第一方面,提供一种无象足等静压模具装置,其特征在于,包括:
3、柱状的金属芯棒;
4、胶套,套设于所述金属芯棒,所述胶套和所述金属芯棒之间形成有靶管型腔;
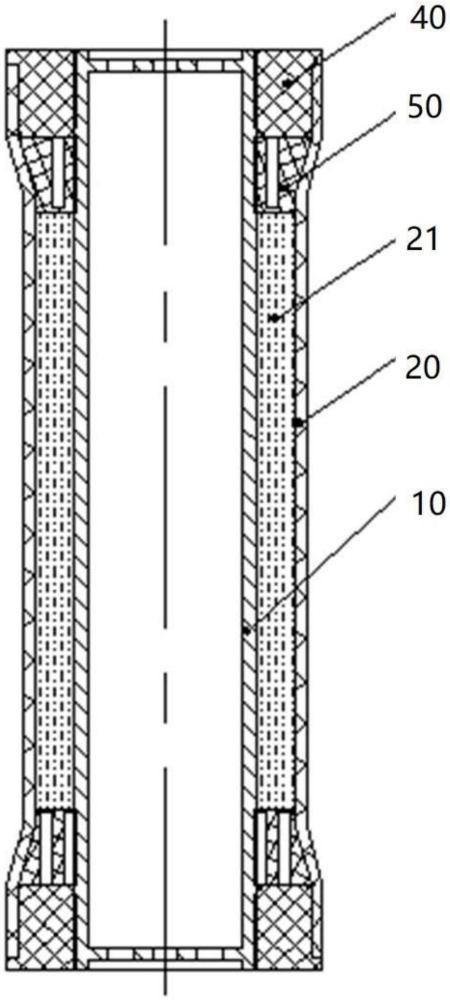
5、胶盖组件,分别套设于所述金属芯棒并封闭所述靶管型腔的两端,所述胶盖组件包括胶盖和胶环件,所述胶环件套设于所述金属芯棒且位于所述靶管型腔内,所述胶环件设置形变腔及朝向所述形变腔方向弹性形变的形变区,所述形变区朝向所述靶管型腔,所述胶盖连接于所述金属芯棒的一端并抵接至所述胶环件。
6、在一实施例中,所述形变腔设置有多个,并环绕所述胶环件的中心间隔设置。
7、在一实施例中,所述胶环件包括环形的管体部和环绕所述管体部间隔分布的多个形变孔,所述形变孔呈盲孔结构,所述形变区位于形变孔的孔底。
8、在一实施例中,多个所述形变孔间隔分布于所述管体部的二个及以上同心圆的中心线上,相邻两圈同心圆的中心线上的形变孔错位分布。
9、在一实施例中,所述形变孔的孔洞总面积与所述管体部截面的比值设置为a,其中,0.5≤a≤0.8。
10、在一实施例中,所述胶环件采用硅胶、聚乙烯、橡胶中的一种材料制成。
11、在一实施例中,所述胶盖组件对称设置。
12、在一实施例中,所述胶环件的外周壁设置为锥形面。
13、在一实施例中,所述胶盖包括插接部和凸出所述插接部的法兰部,所述插接部套设于所述金属芯棒,所述胶套抵接于所述法兰部。
14、在一实施例中,所述胶套包括胶管部、位于胶管部的两端的装配部,所述胶管部和所述金属芯棒之间形成靶管型腔,所述胶盖组件装配于所述装配部。
15、本实用新型的实施例提供的技术方案可以包括以下有益效果:胶盖组件包括胶盖和胶环件,胶环件位于胶盖与靶管型腔之间,胶环件设置形变腔及朝向形变腔方向弹性形变的形变区。在等静压加工过程中,胶环件受到胶管及靶型腔内的粉料所传递径向的压力,形变腔内压力升高,压力轴向传递至形变区,形变量通过胶环件吸收,保持靶管型腔所对应的旋转溅射靶材胚体壁厚均衡。其次,胶盖组件套设于金属芯棒且位于胶套内,胶盖推抵胶环件抵紧至管靶型腔内的粉料,胶套各处可将轴向压力全部均匀作用于管靶型腔内。本实用新型的实施例提供的技术方案可以在旋转溅射靶材胚体在等静压加工过程中,使得管靶型腔内端部靶材受到的轴向压力及径向压力与其他部位受到的压力相一致,从而消除端部效应,避免“象足”的产生。
16、应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本实用新型。
技术特征:
1.一种无象足等静压模具装置,其特征在于,包括:
2.根据权利要求1所述的无象足等静压模具装置,其特征在于,所述形变腔设置有多个,并环绕所述胶环件的中心间隔设置。
3.根据权利要求2所述的无象足等静压模具装置,其特征在于,所述胶环件包括环形的管体部和环绕所述管体部间隔分布的多个形变孔,所述形变孔呈盲孔结构,所述形变区位于形变孔的孔底。
4.根据权利要求3所述的无象足等静压模具装置,其特征在于,多个所述形变孔间隔分布于所述管体部的二个及以上同心圆的中心线上,相邻两圈同心圆的中心线上的形变孔错位分布。
5.根据权利要求3所述的无象足等静压模具装置,其特征在于,所述形变孔的孔洞总面积与所述管体部截面的比值设置为a,其中,0.5≤a≤0.8。
6.根据权利要求1所述的无象足等静压模具装置,其特征在于,所述胶环件采用硅胶、聚乙烯、橡胶中的一种材料制成。
7.根据权利要求1所述的无象足等静压模具装置,其特征在于,所述胶盖组件对称设置。
8.根据权利要求1所述的无象足等静压模具装置,其特征在于,所述胶环件的外周壁设置为锥形面。
9.根据权利要求1所述的无象足等静压模具装置,其特征在于,所述胶盖包括插接部和凸出所述插接部的法兰部,所述插接部套设于所述金属芯棒,所述胶套抵接于所述法兰部。
10.根据权利要求1所述的无象足等静压模具装置,其特征在于,所述胶套包括胶管部、位于胶管部的两端的装配部,所述胶管部和所述金属芯棒之间形成靶管型腔,所述胶盖组件装配于所述装配部。
技术总结
本技术是关于一种无象足等静压模具装置,包括柱状的金属芯棒,套设于所述金属芯棒的胶套,以及套设于金属芯棒并封闭所述靶管型腔两端的胶盖组件,胶盖组件包括胶盖和胶环件。胶套和金属芯棒之间形成有靶管型腔,胶环件套设于金属芯棒且位于靶管型腔内,胶环件设置形变腔及朝向形变腔方向弹性形变的形变区,形变区朝向靶管型腔,胶盖连接于金属芯棒一端并抵接至胶环件。在旋转溅射靶材胚体在等静压加工过程中,形变腔可使模具内端部靶材受到的轴向压力及径向压力与其他部位受到的压力相一致,从而消除端部效应,避免“象足”的产生。
技术研发人员:曾嘉伟,陈钉铭,朱耀,雷炫卓,李思剑,陈远莲,程奕,朱永明
受保护的技术使用者:森祥(宁波)新材料有限公司
技术研发日:20230915
技术公布日:2024/5/16
- 还没有人留言评论。精彩留言会获得点赞!