一种双曲铝单板的焊缝打磨处理装置的制作方法
本技术属于型材加工,特别是涉及一种双曲铝单板的焊缝打磨处理装置。
背景技术:
1、铝单板双曲板,又称双曲面铝单板,简称双曲铝单板。双曲板铝单板的表面形状为不规则的弧形,其造型独特、外观新颖美观。由于它的外形是弯曲成型的,所以又被称为双曲。在装饰效果上它具有独特的艺术性、观赏性及实用性;同时由于其特殊的工艺性能,使其能够适应各种不同的环境需求。其多采用优质的铝合金板材制作而成。但在实际应用的过程中,其必然不是单一的双曲铝单板能够满足使用需要的,通常需要大量的双曲铝单板拼接后焊接固定,形成更为庞大的所需结构,那么为了保证美观性,其双曲铝单板焊接处的焊缝需要加以打磨处理,但常规的打磨装置在实际使用中仍存在以下弊端:
2、1、常规对于焊缝处的打磨,多是采用角磨机、砂轮机等进行打磨,对其焊缝处打磨平整,但是该类机械存在一个问题,其打磨面通常较小,需要人工逐步打磨在对于大量的双曲铝单板焊接后,其存在的焊缝数量不是一个小数目,需要快速且大面积的打磨焊缝才能满足需要,而通常能够大面积打磨的机械又很难手持使用,导致适用范围小,故需要加以改良优化;
3、2、由于双曲铝单板是带有一定弧度曲面的,其多是只有端部的端边为笔直的,这就导致若是存在弧边处的焊接焊缝,很容易造成打磨不方便的现象,对于弧形焊缝的打磨时间消耗长,效率低等问题。
技术实现思路
1、本实用新型的目的在于提供一种双曲铝单板的焊缝打磨处理装置,通过设置基板、驱动辊、辅助辊、打磨砂带、调节架、螺杆,解决了无法快速对双曲铝单板焊缝处进行快速大面积打磨、以及无法适用于弧形焊缝打磨的问题。
2、为解决上述技术问题,本实用新型是通过以下技术方案实现的:
3、本实用新型为一种双曲铝单板的焊缝打磨处理装置,包括基板、辅助辊和打磨砂带,所述基板的两端部皆转动连接有驱动辊,所述基板的上端面固定有呈倒置u形的调节架,所述基板的下方设置有n个等间距分布的辅助辊,n≥3;
4、首先,基板作为安装的载体,两个驱动辊作为主要的驱动部分使用,使打磨砂带具有一定的旋转动力,可在任意一个驱动辊外的基板上安装电机,电机驱动该驱动辊转动产生动力(为现有常见技术,故未图示),而大量的辅助辊设计,使打磨砂带下部脱离基板并有一定的张紧功能,将辅助辊外的打磨砂带贴合于所需打磨的焊缝外,使其实现大面积快速的焊缝打磨处理,一次性即可完成焊缝打磨,无需逐步打磨焊缝,节省时间,效率高;
5、每个所述辅助辊的两端转动连接于两个连接块的相对面上,两个连接块上端共同固定有基块,所述基块上端中心处固定有立柱,所述立柱上端螺纹连接有螺杆,且螺杆上部转动连接于调节架内;
6、每个辅助辊在打磨砂带运行时,皆于其端部的两个基块内转动,所有辅助辊和驱动辊同步转动,通过旋转调节架内的螺杆,使立柱升降,可调节对应辅助辊的位置高度,即可根据实际焊缝的曲面弧度,可使所有辅助辊形成与其对应的弧度,使被辅助辊张紧的打磨砂带贴合弧形焊缝进行打磨处理;
7、所述调节架顶面的两端部还设置有导向辊,所有导向辊、驱动辊和辅助辊外共同套设有打磨砂带;导向辊的设置主要用于是打磨砂带不会接触螺杆上端位置,使打磨砂带上部具有一定高度,导向辊配合驱动辊和辅助辊共同对打磨砂带进行安装辅助。
8、进一步地,所述驱动辊的直径大于基板的高度,使驱动辊外的打磨砂带不会接触基板,所述辅助辊的直径小于连接块高度,不会在辅助辊转动时产生运动干涉,且辅助辊的最低处低于连接块的底端;在辅助辊外的打磨砂带接触焊缝时连接块不会接触工件产生影响。
9、进一步地,所述立柱上端向上贯穿基板并伸出,螺杆外周面的上部为光滑面,螺杆外周的下部为螺纹段,螺杆上端高于调节架顶面,螺杆上端低于导向辊的最高处位置,螺杆下部的螺纹段旋入立柱内与立柱螺纹连接;
10、螺杆的位置不变,通过螺杆顶部的手轮旋转螺杆,使螺杆的螺纹段在立柱内螺纹旋转,而立柱被基板的限制下便会进行升降,从而改变立柱下方结构的位置高度进行升降作业。
11、进一步地,所述调节架外的基板上固定有支架,支架顶部的中心处固定有手柄;
12、手持手柄,在支架的作用下直接拿起本装置进行使用即可,整体结构便携小巧,可手持作业。
13、进一步地,所述驱动辊、辅助辊和导向辊的长度相等,内径逐步减小。
14、进一步地,所述驱动辊两端部还固定有大于驱动辊半径的限位环片;限位环片用于限制打磨砂带,避免其在运动时跑偏。
15、本实用新型具有以下有益效果:
16、1、本实用新型通过设置基板、驱动辊、辅助辊、打磨砂带,解决了无法快速对双曲铝单板焊缝处进行快速大面积打磨的问题;将辅助辊外的打磨砂带贴合于所需打磨的焊缝外,使其实现大面积快速的焊缝打磨处理,一次性即可完成焊缝打磨,无需逐步打磨焊缝,节省时间,效率高,区别于传统的角磨机多点打磨处理,打磨面积更大。
17、2、本实用新型通过设置基板、驱动辊、辅助辊、打磨砂带、调节架、螺杆,解决了无法适用于弧形焊缝打磨的问题;通过旋转调节架内的螺杆,使立柱升降,可调节对应辅助辊的位置高度,即可根据实际焊缝的曲面弧度,可使所有辅助辊形成与其对应的弧度,使被辅助辊张紧的打磨砂带贴合弧形焊缝进行打磨处理,从而适配于弧形的焊缝打磨处理。
技术特征:
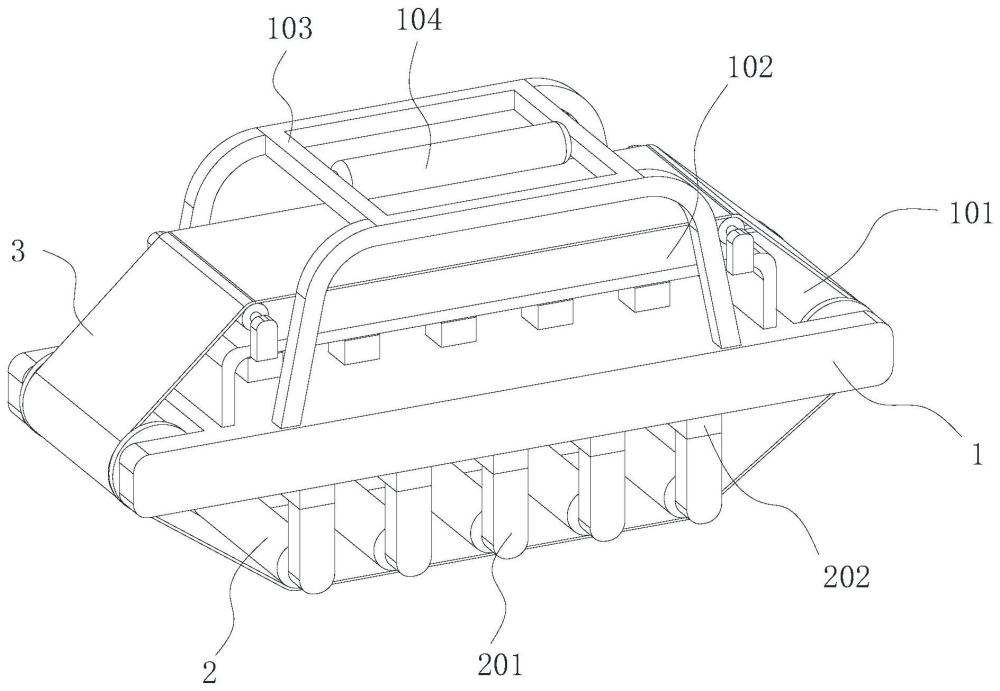
1.一种双曲铝单板的焊缝打磨处理装置,包括基板(1)、辅助辊(2)和打磨砂带(3),其特征在于:所述基板(1)的两端部皆转动连接有驱动辊(101),所述基板(1)的上端面固定有呈倒置u形的调节架(102),所述基板(1)的下方设置有n个等间距分布的辅助辊(2),n≥3;
2.根据权利要求1所述的一种双曲铝单板的焊缝打磨处理装置,其特征在于:所述驱动辊(101)的直径大于基板(1)的高度,所述辅助辊(2)的直径小于连接块(201)高度,且辅助辊(2)的最低处低于连接块(201)的底端。
3.根据权利要求1所述的一种双曲铝单板的焊缝打磨处理装置,其特征在于:所述立柱(203)上端向上贯穿基板(1)并伸出,螺杆(204)外周面的上部为光滑面,螺杆(204)外周的下部为螺纹段,螺杆(204)上端高于调节架(102)顶面,螺杆(204)上端低于导向辊(1021)的最高处位置,螺杆(204)下部的螺纹段旋入立柱(203)内与立柱(203)螺纹连接。
4.根据权利要求1所述的一种双曲铝单板的焊缝打磨处理装置,其特征在于:所述调节架(102)外的基板(1)上固定有支架(103),支架(103)顶部的中心处固定有手柄(104)。
5.根据权利要求1所述的一种双曲铝单板的焊缝打磨处理装置,其特征在于:所述驱动辊(101)、辅助辊(2)和导向辊(1021)的长度相等,内径逐步减小。
6.根据权利要求1所述的一种双曲铝单板的焊缝打磨处理装置,其特征在于:所述驱动辊(101)两端部还固定有大于驱动辊(101)半径的限位环片(1011)。
技术总结
本技术公开了一种双曲铝单板的焊缝打磨处理装置,涉及型材加工技术领域。本技术包括基板、辅助辊和打磨砂带,基板的两端部皆转动连接有驱动辊,基板的下方设置有等间距分布的辅助辊;每个辅助辊的两端转动连接于两个连接块的相对面上,两个连接块上端共同固定有基块,基块上端中心处固定有立柱,立柱上端螺纹连接有螺杆;调节架顶面的两端部还设置有导向辊,所有导向辊、驱动辊和辅助辊外共同套设有打磨砂带。本技术通过设置基板、驱动辊、辅助辊、打磨砂带、调节架、螺杆,解决了无法快速对双曲铝单板焊缝处进行快速大面积打磨、以及无法适用于弧形焊缝打磨的问题。
技术研发人员:王科林,杨莉芹,王梦柯,郭亚坤
受保护的技术使用者:河南嘉色铝业有限公司
技术研发日:20230915
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!