一种热芯取芯修芯自动化单元的制作方法
本技术涉及到铸造生产,具体涉及到一种热芯取芯修芯自动化单元。
背景技术:
1、在铸造生产中,砂芯的主要作用是形成铸件的内腔或复杂铸件的外形。而在砂芯成型后,会在分型面出现披缝,为保证砂芯质量,需要对砂芯进行修整。目前砂芯的修整主要靠人工完成,模具温度高、修芯效率低、修整质量不一、工人劳动环境差。为了提高修芯质量,改善工作环境,提高企业效益,开发一种热芯取芯修芯自动化单元是很有必要的。
技术实现思路
1、本实用新型的目的是针对现有技术存在的问题,提供一种热芯取芯修芯自动化单元。
2、为实现上述目的,本实用新型采用的技术方案是:
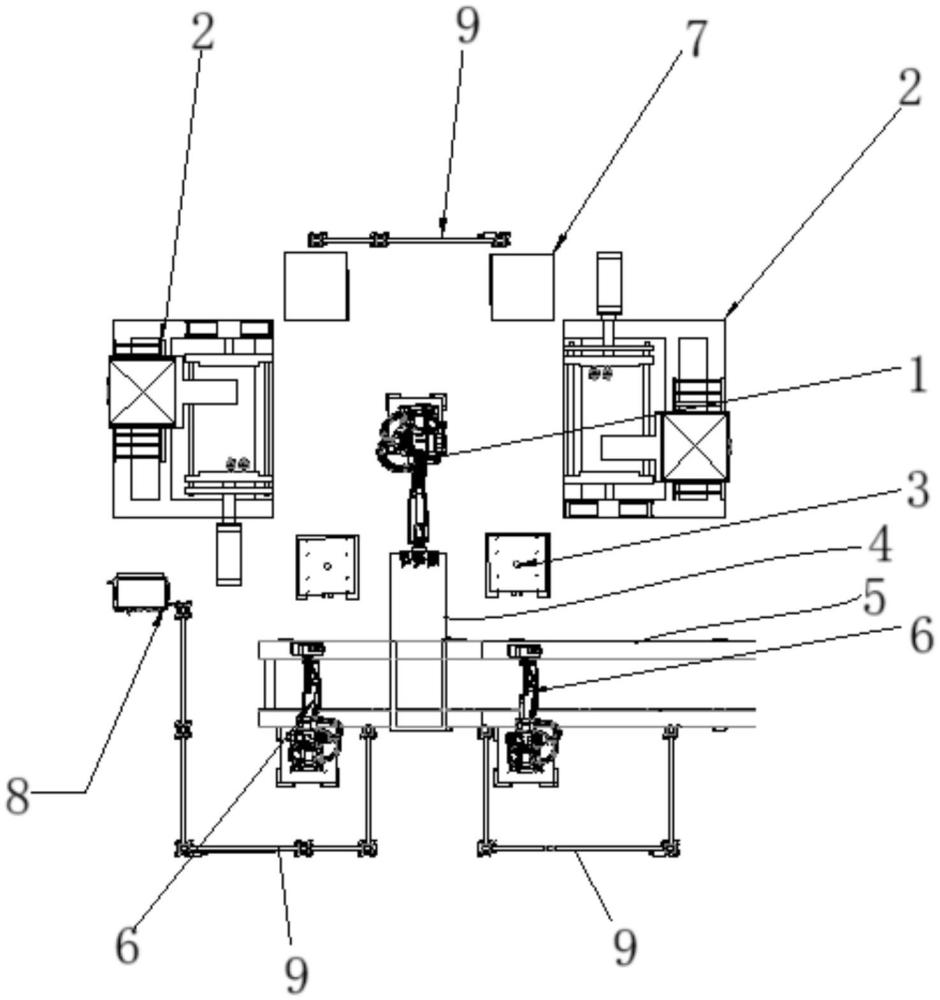
3、一种热芯取芯修芯自动化单元,包括取芯机器人,以及设置在所述取芯机器人作业范围内的热芯机、修芯平台和输送平台;还包括设置在所述取芯机器人相对侧的修芯机器人,所述修芯机器人的作业范围覆盖所述修芯平台,所述输送平台布置在所述修芯机器人与所述取芯机器人之间;所述取芯机器人用于转移所述热芯机内的砂芯至所述修芯平台上,并将所述修芯平台上完成修芯的砂芯转移至所述输送平台。
4、本热芯取芯修芯自动化单元通过取芯机器人和修芯机器人的设置,能够自动化的进行取芯和修芯操作,改善了人工修芯难以管理、工作环境差、经济效益差、人力劳动力需求高等问题;而且单元结构布置合理,车间的空间占用较少,操作区域相对独立,安全性较高。
5、本热芯取芯修芯自动化单元由机器人完成取芯修芯全过程,更加高效、更加稳定、可长时间持续工作,同时也保证了修芯质量的一致性,减少人力成本,提高了企业的经济效益。
6、所述热芯机能够持续批量的制作砂芯,所述取芯机器人能够将制作出来的砂芯转移至所述修芯平台上,所述修芯机器人可以在修芯平台上对砂芯进行清理打磨、切边等,修好的砂芯再次由所述取芯机器人转移至所述输送平台,通过输送平台将修好的砂芯转移至下一道工序。
7、进一步的,所述热芯机为布置在所述取芯机器人左右两侧的两台,所述修芯平台为设置在所述取芯机器人前方两侧的两个;所述修芯机器人也为两个,分别与所述修芯平台对应布置。所述取芯机器人的工作效率较高,能够应付两台热芯机的制芯、两台修芯机器人的修芯的操作,结合生产节拍的合理控制,可以高效的进行上下料操作。
8、进一步的,所述修芯机器人和所述取芯机器人分别设置在机器人底座上,所述修芯机器人的执行端部安装有修芯工具,所述取芯机器人的执行端部安装有多爪夹具。
9、所述修芯工具为金刚石磨盘,所述多爪夹具为气动三爪夹爪。
10、进一步的,所述修芯平台包括修芯平台底座,所述修芯平台底座上设置转盘,所述转盘上设有若干定位孔;所述修芯平台底座的四周还设有集渣槽。
11、所述转盘能够旋转,以调整其上放置的砂芯的方位,方便修芯机器人进行修芯操作;所述定位孔的设置,可以对砂芯进行定位,确保每个砂芯能够放置在正确的位置上。
12、所述集渣槽设置在所述转盘的下方,在修芯过程中产生的废渣可以落在所述集渣槽中,以便集中清理。
13、进一步的,所述输送平台包括平台支架,以及设置在所述平台支架上的输送皮带;一对所述修芯平台设置在所述输送平台的两侧。
14、进一步的,所述热芯机包括热芯机底座,所述热芯机底座上设有辊道组件,所述辊道组件上设有射芯机架,所述射芯机架上设有砂斗,所述射芯机架内设有与所述砂斗连接的射砂头;所述热芯机底座上还设有可启闭的模板组件,所述模板组件包括模板底板、模板活动板,以及驱动所述模板活动板移动的模板气缸。
15、进一步的,还包括设置在所述热芯机前后方的电柜和机器人控制柜,以及若干安全围栏。
16、进一步的,一对所述热芯机之间的间距为2~3m,所述取芯机器人与所述修芯机器人之间相距1.5~2m,所述取芯机器人布置在一对所述热芯机之间连线的中线上。
17、与现有技术相比,本实用新型的有益效果是:1、本热芯取芯修芯自动化单元通过取芯机器人和修芯机器人的设置,能够自动化的进行取芯和修芯操作,改善了人工修芯难以管理、工作环境差、经济效益差、人力劳动力需求高等问题;而且单元结构布置合理,车间的空间占用较少,操作区域相对独立,安全性较高;2、本热芯取芯修芯自动化单元由机器人完成取芯修芯全过程,更加高效、更加稳定、可长时间持续工作,同时也保证了修芯质量的一致性,减少人力成本,提高了企业的经济效益。
技术特征:
1.一种热芯取芯修芯自动化单元,其特征在于,包括取芯机器人,以及设置在所述取芯机器人作业范围内的热芯机、修芯平台和输送平台;还包括设置在所述取芯机器人相对侧的修芯机器人,所述修芯机器人的作业范围覆盖所述修芯平台,所述输送平台布置在所述修芯机器人与所述取芯机器人之间;所述取芯机器人用于转移所述热芯机内的砂芯至所述修芯平台上,并将所述修芯平台上完成修芯的砂芯转移至所述输送平台。
2.根据权利要求1所述的热芯取芯修芯自动化单元,其特征在于,所述热芯机为布置在所述取芯机器人左右两侧的两台,所述修芯平台为设置在所述取芯机器人前方两侧的两个;所述修芯机器人也为两个,分别与所述修芯平台对应布置。
3.根据权利要求1所述的热芯取芯修芯自动化单元,其特征在于,所述修芯机器人和所述取芯机器人分别设置在机器人底座上,所述修芯机器人的执行端部安装有修芯工具,所述取芯机器人的执行端部安装有多爪夹具。
4.根据权利要求3所述的热芯取芯修芯自动化单元,其特征在于,所述修芯工具为金刚石磨盘,所述多爪夹具为气动三爪夹爪。
5.根据权利要求1所述的热芯取芯修芯自动化单元,其特征在于,所述修芯平台包括修芯平台底座,所述修芯平台底座上设置转盘,所述转盘上设有若干定位孔;所述修芯平台底座的四周还设有集渣槽。
6.根据权利要求1所述的热芯取芯修芯自动化单元,其特征在于,所述输送平台包括平台支架,以及设置在所述平台支架上的输送皮带;一对所述修芯平台设置在所述输送平台的两侧。
7.根据权利要求1所述的热芯取芯修芯自动化单元,其特征在于,所述热芯机包括热芯机底座,所述热芯机底座上设有辊道组件,所述辊道组件上设有射芯机架,所述射芯机架上设有砂斗,所述射芯机架内设有与所述砂斗连接的射砂头;所述热芯机底座上还设有可启闭的模板组件,所述模板组件包括模板底板、模板活动板,以及驱动所述模板活动板移动的模板气缸。
8.根据权利要求1所述的热芯取芯修芯自动化单元,其特征在于,还包括设置在所述热芯机前后方的电柜和机器人控制柜,以及若干安全围栏。
9.根据权利要求1所述的热芯取芯修芯自动化单元,其特征在于,一对所述热芯机之间的间距为2~3m,所述取芯机器人与所述修芯机器人之间相距1.5~2m,所述取芯机器人布置在一对所述热芯机之间连线的中线上。
技术总结
本技术公开一种热芯取芯修芯自动化单元,包括取芯机器人,以及设置在所述取芯机器人作业范围内的热芯机、修芯平台和输送平台;还包括设置在所述取芯机器人相对侧的修芯机器人,所述修芯机器人的作业范围覆盖所述修芯平台,所述输送平台布置在所述修芯机器人与所述取芯机器人之间;所述取芯机器人用于转移所述热芯机内的砂芯至所述修芯平台上,并将所述修芯平台上完成修芯的砂芯转移至所述输送平台。本热芯取芯修芯自动化单元通过取芯机器人和修芯机器人的设置,能够自动化的进行取芯和修芯操作,改善了人工修芯难以管理、工作环境差、经济效益差、人力劳动力需求高等问题。
技术研发人员:霍春生,魏星群,刘宇晨,杨晓光,宋化峰
受保护的技术使用者:威斯卡特工业(中国)有限公司
技术研发日:20230920
技术公布日:2024/4/22
- 还没有人留言评论。精彩留言会获得点赞!