自带顶出结构的锡条生产用浇铸模具的制作方法
本技术涉及锡条生产,特别涉及自带顶出结构的锡条生产用浇铸模具。
背景技术:
1、锡条可分为有铅锡条和无铅锡条,是焊锡中的一种产品,锡条可用于线路板的焊接,锡条具有优良的抗氧化性能,熔化后粘度底,流动性较好,锡条在生产的过程中会使用到浇铸模具,浇铸是将已经准备好的浇铸原料注入模具中使其固化,获得与模具型腔相似的制品。
2、在实际的使用过程中,将锡水浇筑在模具内的模槽中,锡水冷却成型为锡条,一般需要人工将锡条从模槽内取出,由于锡条在冷却后表面温度依旧较高,在取出时较为浪费时间。因此,提出自带顶出结构的锡条生产用浇铸模具解决上述背景技术中指出的问题。
技术实现思路
1、(一)要解决的技术问题
2、本实用新型的目的在于提供自带顶出结构的锡条生产用浇铸模具,以解决上述背景技术中提出的问题。
3、(二)
技术实现要素:
4、为了解决上述技术问题,本实用新型提供如下技术方案:自带顶出结构的锡条生产用浇铸模具,包括支撑壳,所述支撑壳的底端固定有支撑架,所述支撑壳的顶端固定有浇筑台,所述浇筑台内部的顶端均设置有成型槽,所述成型槽内部的底端设置有预留孔,且预留孔的内部设置有顶杆,所述支撑壳内部的底端均安装有电动推杆二,所述电动推杆二的顶端固定有固定板。
5、优选的,所述成型槽设置有若干个,若干个所述成型槽在浇筑台内部的顶端呈等间距排列。
6、优选的,所述固定板的顶端与顶杆的底端固定连接,所述顶杆在固定板的顶部呈等间距排列。
7、优选的,所述浇筑台内部的底端设置有冷却腔,所述浇筑台的一侧安装有进水阀,所述浇筑台的另一侧安装有出水阀。
8、优选的,所述冷却腔的一侧与进水阀之间相连通,所述冷却腔的另一侧与出水阀之间相连通。
9、优选的,所述支撑壳的两侧均固定有支撑板,所述支撑板的顶端安装有电动推杆一,所述电动推杆一的顶端安装有限位条。
10、优选的,所述电动推杆一设置有两组,两组所述电动推杆一关于限位条的中心线呈对称分布。
11、优选的,所述支撑板设置有两组,两组所述支撑板关于支撑壳的中心线呈对称分布。
12、(三)有益效果
13、本实用新型提供的自带顶出结构的锡条生产用浇铸模具,其优点在于:通过设置有顶杆,通过启动电动推杆二,电动推杆二会带动固定板向上移动,固定板会带动顶杆向上移动,顶杆会在预留孔的内部移动,进而可将锡条从限位条内部顶出,此时可将锡条从成型槽内拿出,之后电动推杆二会带动固定板下移,固定板将顶杆下降至原位,提高了加工时的便捷性;
14、通过设置有冷却腔,将锡水倒入到成型槽的内部,通过打开进水阀,水会通过进水阀进入到冷却腔的内部,由于冷却腔位于成型槽的底部,冷却腔内部的水可对成型槽内部的锡水进行降温冷却,可加速锡条的成型速度,通过打开出水阀可将冷却腔内部的水排出,之后再次向冷却腔内注入冷水;
15、通过设置有限位条,通过启动电动推杆一,电动推杆一会带动限位条下移,可将限位条搭在成型槽的顶部,向成型槽内部注入锡水,锡水会填充到成型槽的内部,当锡水的顶部与限位条接触后,停止注入锡水,可保证锡条的成型质量,同时通过调节限位条的高度,提高限位条使用时的灵活性。
技术特征:
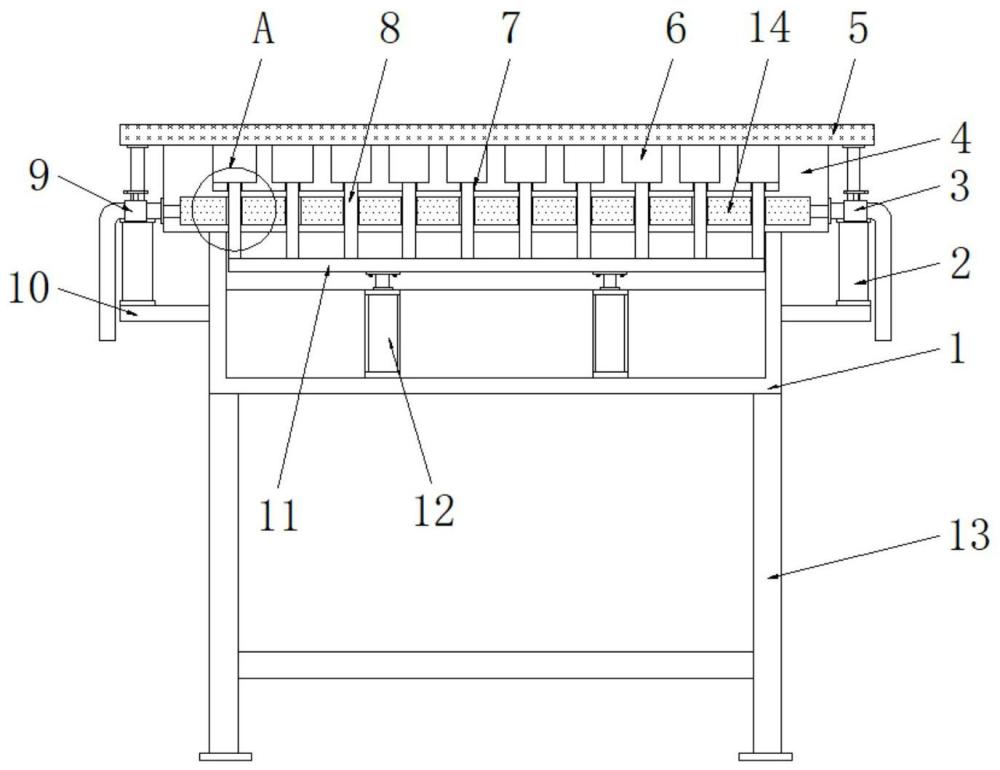
1.自带顶出结构的锡条生产用浇铸模具,包括支撑壳(1),其特征在于:所述支撑壳(1)的底端固定有支撑架(13),所述支撑壳(1)的顶端固定有浇筑台(4),所述浇筑台(4)内部的顶端均设置有成型槽(6),所述成型槽(6)内部的底端设置有预留孔(7),且预留孔(7)的内部设置有顶杆(8),所述支撑壳(1)内部的底端均安装有电动推杆二(12),所述电动推杆二(12)的顶端固定有固定板(11)。
2.根据权利要求1所述的自带顶出结构的锡条生产用浇铸模具,其特征在于:所述成型槽(6)设置有若干个,若干个所述成型槽(6)在浇筑台(4)内部的顶端呈等间距排列。
3.根据权利要求1所述的自带顶出结构的锡条生产用浇铸模具,其特征在于:所述固定板(11)的顶端与顶杆(8)的底端固定连接,所述顶杆(8)在固定板(11)的顶部呈等间距排列。
4.根据权利要求1所述的自带顶出结构的锡条生产用浇铸模具,其特征在于:所述浇筑台(4)内部的底端设置有冷却腔(14),所述浇筑台(4)的一侧安装有进水阀(9),所述浇筑台(4)的另一侧安装有出水阀(3)。
5.根据权利要求4所述的自带顶出结构的锡条生产用浇铸模具,其特征在于:所述冷却腔(14)的一侧与进水阀(9)之间相连通,所述冷却腔(14)的另一侧与出水阀(3)之间相连通。
6.根据权利要求1所述的自带顶出结构的锡条生产用浇铸模具,其特征在于:所述支撑壳(1)的两侧均固定有支撑板(10),所述支撑板(10)的顶端安装有电动推杆一(2),所述电动推杆一(2)的顶端安装有限位条(5)。
7.根据权利要求6所述的自带顶出结构的锡条生产用浇铸模具,其特征在于:所述电动推杆一(2)设置有两组,两组所述电动推杆一(2)关于限位条(5)的中心线呈对称分布。
8.根据权利要求6所述的自带顶出结构的锡条生产用浇铸模具,其特征在于:所述支撑板(10)设置有两组,两组所述支撑板(10)关于支撑壳(1)的中心线呈对称分布。
技术总结
本技术公开了自带顶出结构的锡条生产用浇铸模具,包括支撑壳,所述支撑壳的底端固定有支撑架,所述支撑壳的顶端固定有浇筑台,所述浇筑台内部的顶端均设置有成型槽,所述成型槽内部的底端设置有预留孔,且预留孔的内部设置有顶杆,所述支撑壳内部的底端均安装有电动推杆二,所述电动推杆二的顶端固定有固定板。本技术通过设置有顶杆,通过启动电动推杆二,电动推杆二会带动固定板向上移动,固定板会带动顶杆向上移动,顶杆会在预留孔的内部移动,进而可将锡条从限位条内部顶出,此时可将锡条从成型槽内拿出,之后电动推杆二会带动固定板下移,固定板将顶杆下降至原位,提高了加工时的便捷性。
技术研发人员:杜奇源,林安飞
受保护的技术使用者:东莞市星马焊锡有限公司
技术研发日:20231027
技术公布日:2024/6/20
- 还没有人留言评论。精彩留言会获得点赞!