一种高速钢锻件焊接加工夹具的制作方法
本技术涉及夹具,具体为一种高速钢锻件焊接加工夹具。
背景技术:
1、高速钢是一种用于切削材料的特种钢,具有高硬度、高强度、高耐磨性、高耐热性和高韧性等特性,常用于制作刀具、刀片、钻头、铰刀、齿轮刀等,高速钢具有优秀的切削性能,在高速切削时具有较低的热变形和热软化倾向,因此被广泛应用于机械加工、车削、铣削、冲压、深孔钻、重载切削、精密注塑成型等领域,同时,高速钢也有很多种类,根据其不同的材质成分、硬度、韧性等特性,可以选择不同类型的高速钢来满足不同的使用需求,而高速钢锻件是采用高速钢作为原材料,并通过锻造工艺制造而成的零部件。
2、现有的高速钢锻件焊接夹具功能较为单一,不能对两个锻件的焊接处进行打磨,从而导致还需要人工进行打磨,从而导致其使用便捷性有限。
技术实现思路
1、针对现有技术的不足,本实用新型提供了一种高速钢锻件焊接加工夹具,解决了现有的高速钢锻件焊接夹具功能较为单一,不能对两个锻件的焊接处进行打磨,从而导致还需要人工进行打磨,从而导致其使用便捷性有限的问题。
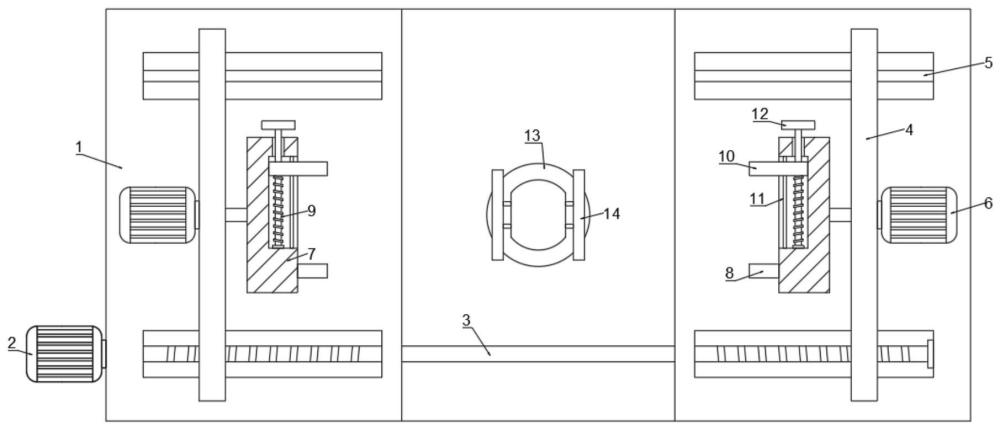
2、为实现上述目的,本实用新型提供如下技术方案:一种高速钢锻件焊接加工夹具,包括底座,底座的外部设置有第一电机,第一电机的外部固定连接有双向螺杆,双向螺杆的外部螺纹连接有两个滑板,滑板的外部滑动连接有限位杆,滑板的外部设置有第二电机,第二电机的外部固定连接有壳板,壳板的外部固定连接有定位板,壳板的内侧转动连接有螺纹杆,螺纹杆的外部螺纹连接有夹板,夹板的外部滑动连接有支杆,螺纹杆的外部固定连接有把手,底座的内侧设置有气缸,气缸的外部设置有两个打磨板。
3、作为本实用新型的一种优选技术方案,底座的顶部设置有四个等角度分布的凹槽,四个凹槽分为两组且每组两个,双向螺杆的一端转动连接在凹槽的内侧且双向螺杆的另一端穿过凹槽与第一电机固定连接,限位杆有两个,两个限位杆固定连接在远离双向螺杆的两个凹槽内侧,两个限位杆分别与两个滑板滑动连接。
4、作为本实用新型的一种优选技术方案,第二电机、壳板均有两个,两个第二电机分别固定连接在两个滑板的外侧且两个第二电机分别穿过两个滑板与两个壳板固定连接,两个带动第二电机串联且两个第二电机的规格尺寸相同,两个壳板的规格尺寸相同。
5、作为本实用新型的一种优选技术方案,壳板的内侧设置有内槽,螺纹杆的一端转动连接在内槽的内侧且螺纹杆的另一端穿过内槽与把手固定连接,支杆固定连接在内槽的内侧。
6、作为本实用新型的一种优选技术方案,夹板的位置与定位板相对应。
7、作为本实用新型的一种优选技术方案,打磨板有两个,两个打磨板均设置在气缸外侧的伸缩杆上且两个打磨板分别分布在气缸的两侧。
8、与现有技术相比,本实用新型提供了一种高速钢锻件焊接加工夹具,具备以下有益效果:
9、该一种高速钢锻件焊接加工夹具,通过设置第一电机、双向螺杆、滑板、限位杆、第二电机、壳板、定位板、螺纹杆、夹板、支杆、把手、气缸、打磨板,使用时,使用者可将两个锻件的一端分别放置在两个壳板的外侧并使得两个锻件的一侧与定位板接触,之后使用者可转动把手,把手转动带动螺纹杆转动,螺纹杆转动带动夹板通过支杆运动,夹板运动到一定位置可在定位板的配合下对两个锻件的一端进行固定,之后使用者可通过第一电机带动双向螺杆转动,双向螺杆转动带动两个滑板通过限位杆相向运动,滑板运动带动第二电机和两个锻件运动,两个锻件移动到一定位置会接触,这时使用者可将两个锻件进行焊接,而当在焊接前需要对两个锻件的连接处进行打磨时,使用者可通过气缸将打磨板升至与两个锻件位置相对应的位置,之后通过相同方式带动两个锻件相向移动,两个锻件移动到一定位置会与两个打磨板接触,这时使用者可启动两个滑板外侧的第二电机带动两个壳板转动,由于此时锻件的一端被固定在两个壳板上,这时两个壳板会带动会两个锻件转动,这时可对两个锻件的连接处进行打磨,达到了可对不同尺寸的锻件进行固定、对接的同时,还可对锻件的焊接处进行打磨,从而提升焊接效果。
技术特征:
1.一种高速钢锻件焊接加工夹具,包括底座(1),其特征在于:所述底座(1)的外部设置有第一电机(2),所述第一电机(2)的外部固定连接有双向螺杆(3),所述双向螺杆(3)的外部螺纹连接有两个滑板(4),所述滑板(4)的外部滑动连接有限位杆(5),所述滑板(4)的外部设置有第二电机(6),所述第二电机(6)的外部固定连接有壳板(7),所述壳板(7)的外部固定连接有定位板(8),所述壳板(7)的内侧转动连接有螺纹杆(9),所述螺纹杆(9)的外部螺纹连接有夹板(10),所述夹板(10)的外部滑动连接有支杆(11),所述螺纹杆(9)的外部固定连接有把手(12),所述底座(1)的内侧设置有气缸(13),所述气缸(13)的外部设置有两个打磨板(14)。
2.根据权利要求1所述的一种高速钢锻件焊接加工夹具,其特征在于:所述底座(1)的顶部设置有四个等角度分布的凹槽,四个凹槽分为两组且每组两个,所述双向螺杆(3)的一端转动连接在凹槽的内侧且双向螺杆(3)的另一端穿过凹槽与第一电机(2)固定连接,所述限位杆(5)有两个,两个所述限位杆(5)固定连接在远离双向螺杆(3)的两个凹槽内侧,两个所述限位杆(5)分别与两个滑板(4)滑动连接。
3.根据权利要求1所述的一种高速钢锻件焊接加工夹具,其特征在于:所述第二电机(6)、壳板(7)均有两个,两个所述第二电机(6)分别固定连接在两个滑板(4)的外侧且两个第二电机(6)分别穿过两个滑板(4)与两个壳板(7)固定连接,两个带动第二电机(6)串联且两个第二电机(6)的规格尺寸相同,两个所述壳板(7)的规格尺寸相同。
4.根据权利要求1所述的一种高速钢锻件焊接加工夹具,其特征在于:所述壳板(7)的内侧设置有内槽,所述螺纹杆(9)的一端转动连接在内槽的内侧且螺纹杆(9)的另一端穿过内槽与把手(12)固定连接,所述支杆(11)固定连接在内槽的内侧。
5.根据权利要求1所述的一种高速钢锻件焊接加工夹具,其特征在于:所述夹板(10)的位置与定位板(8)相对应。
6.根据权利要求1所述的一种高速钢锻件焊接加工夹具,其特征在于:所述打磨板(14)有两个,两个所述打磨板(14)均设置在气缸(13)外侧的伸缩杆上且两个打磨板(14)分别分布在气缸(13)的两侧。
技术总结
本技术属于夹具技术领域,尤其为一种高速钢锻件焊接加工夹具,包括底座,底座的外部设置有第一电机,第一电机的外部固定连接有双向螺杆,双向螺杆的外部螺纹连接有两个滑板,滑板的外部滑动连接有限位杆,滑板的外部设置有第二电机,第二电机的外部固定连接有壳板,壳板的外部固定连接有定位板,壳板的内侧转动连接有螺纹杆,螺纹杆的外部螺纹连接有夹板,夹板的外部滑动连接有支杆,螺纹杆的外部固定连接有把手,底座的内侧设置有气缸,气缸的外部设置有两个打磨板。该一种高速钢锻件焊接加工夹具,达到了可对不同尺寸的锻件进行固定、对接的同时,还可对锻件的焊接处进行打磨,从而提升焊接效果。
技术研发人员:孙华瑞
受保护的技术使用者:东台市江瑞工具有限公司
技术研发日:20231031
技术公布日:2024/9/5
- 还没有人留言评论。精彩留言会获得点赞!