一种压铸模抽芯机构的制作方法
本技术涉及压铸模具,特别涉及一种压铸模抽芯机构。
背景技术:
1、在压铸模生产过程中,当铸件上具有外侧孔或内、外侧凹凸结构时,铸件不能直接从模具中脱出,此时必须将成型侧孔或侧凹凸结构的零件做成活动的,这种零件称为侧型芯,在铸件脱模前必须抽出侧型芯,然后再从模具中推出铸件,完成侧型芯的抽出和复位的机构称抽芯机构。
2、现有技术中,公开号为cn218693745u的中国专利文献中提出了一种压铸模具抽芯机构,通过螺纹杆的转动与滑轴相配合使活动板进行向前移动,两个活动板向前移动的同时抽芯组件中设置的转动电机带动其中一个链轮转,四个链轮通过链条传动连接,使四个抽芯杆在向前移动的同时在抽芯槽内转动进行抽芯,解决了抽芯效率低不能稳定移动的问题,但是还存在结构复杂,使用机械多,经济效率低的问题,因此,我们公开了一种压铸模抽芯机构来解决简单机械结构实现转动抽芯的问题。
技术实现思路
1、本实用新型的目的在于提供一种压铸模抽芯机构,以解决上述背景技术中提出的经济效益低的问题。
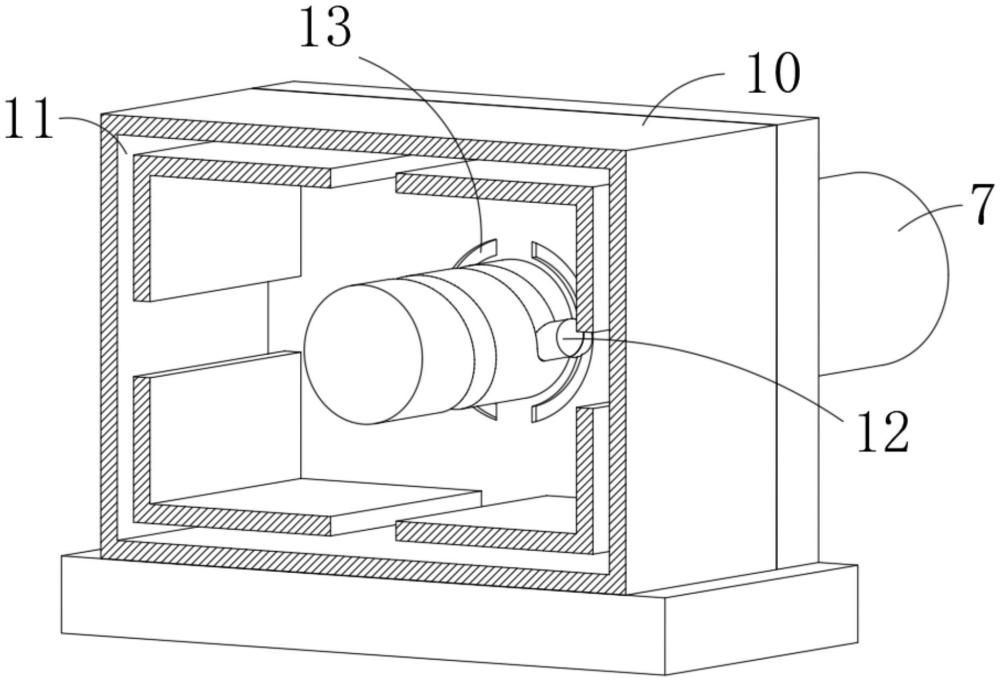
2、为实现上述目的,本实用新型提供如下技术方案:一种压铸模抽芯机构,包括动模件、静模件,所述动模件和静模件中间设有驱动机构,所述驱动机构上设有和所述静模件滑动连接的滑块组件,所述滑块组件包括旋转组件、芯滑块和驱动滑块;所述旋转组件安装在驱动滑块的侧面,同时通过滑槽和驱动滑块滑动连接;所述芯滑块转动连接有连接杆,所述连接杆的顶端穿过所述芯滑块固定连接有抽芯杆;所述旋转组件包括固定架和连接柱,所述固定架中间位置上固定连接有圆环,所述圆环的内壁上固定安装有球形块,所述圆环滑动套设有所述连接杆,所述连接杆上开设有配合所述球形块的螺纹槽;所述芯滑块内侧开设有配合所述球形块对所述连接杆进行限位的半球形槽。
3、优选地,所述连接杆上开设的螺纹槽为两圈且所述螺纹槽靠近所述抽芯杆的一端有一段为直线凹槽,所述螺纹槽的两端都采用球形。
4、优选地,所述芯滑块内侧中间位置开设配合所述圆环的插销槽。
5、优选地,所述驱动机构包括气缸,所述气缸上套设有用于固定在所述静模件上的安装板。
6、优选地,所述滑槽的深度和所述球形块在所述芯滑块内的移动距离一致。
7、优选地,所述抽芯杆的半径大于所述连接杆的半径。
8、优选地,所述驱动滑块上开设有减配孔。
9、本实用新型的技术效果和优点:
10、1、本实用新型结构合理,在使用过程中,气缸伸长带动滑块组件向静模件内移动,在滑块组件内的旋转组件作用下抽芯杆旋转,当球形块到达芯滑块内侧开设有半球形槽时,芯滑块和驱动滑块抵触,抽芯杆和圆环抵压锁紧,当压铸件完成后需要抽芯时,气缸收缩带动滑块组件向外侧移动,滑块组件分为两部分,首先驱动滑块先向外侧移动,带动固定架沿着滑槽向外移动,旋转组件上球形块配合螺纹槽实现连接杆旋转,带动抽芯杆旋转周后,固定架抵触到滑槽顶端,带动芯滑块向外移动,整个过程实现了压铸件抽芯前先将抽芯杆自旋转,避免压铸件粘连在抽芯杆上因为直接抽芯导致压铸件出现损伤,提高了经济效率。
11、2、本实用新型中,通过在连接杆上开设的螺纹槽为两圈且螺纹槽靠近抽芯杆的一端有一段为直线凹槽,螺纹槽的两端都采用球形,芯滑块内侧中间位置开设配合圆环的插销槽,通过设置直线凹槽实现最后圆环能落入到插销槽上,同时在螺纹槽两端采用球形能完整贴合球形块,提高装置的稳定性。
技术特征:
1.一种压铸模抽芯机构,包括动模件(1)、静模件(2),其特征在于:所述动模件(1)和静模件(2)中间设有驱动机构(3),所述驱动机构(3)上设有和所述静模件(2)滑动连接的滑块组件(6),所述滑块组件(6)包括旋转组件、芯滑块(10)和驱动滑块(14);所述旋转组件安装在驱动滑块(14)的侧面,同时通过滑槽(11)和驱动滑块(14)滑动连接;所述芯滑块(10)转动连接有连接杆(9),所述连接杆(9)的顶端穿过所述芯滑块(10)固定连接有抽芯杆(7);
2.根据权利要求1所述的一种压铸模抽芯机构,其特征在于:所述连接杆(9)上开设的螺纹槽(8)为两圈且所述螺纹槽(8)靠近所述抽芯杆(7)的一端有一段为直线凹槽,所述螺纹槽(8)的两端都采用球形。
3.根据权利要求1所述的一种压铸模抽芯机构,其特征在于:所述芯滑块(10)内侧中间位置开设配合所述圆环(17)的插销槽(13)。
4.根据权利要求1所述的一种压铸模抽芯机构,其特征在于:所述驱动机构(3)包括气缸(4),所述气缸(4)上套设有用于固定在所述静模件(2)上的安装板(5)。
5.根据权利要求3所述的一种压铸模抽芯机构,其特征在于:所述滑槽(11)的深度和所述球形块(18)在所述芯滑块(10)内的移动距离一致。
6.根据权利要求2所述的一种压铸模抽芯机构,其特征在于:所述抽芯杆(7)的半径大于所述连接杆(9)的半径。
7.根据权利要求1所述的一种压铸模抽芯机构,其特征在于:所述驱动滑块(14)上开设有减配孔。
技术总结
本技术公开了一种压铸模抽芯机构,涉及到压铸模具技术领域,包括动模件、静模件,所述动模件和静模件中间设有驱动机构,驱动机构上设有和静模件滑动连接的滑块组件,滑块组件包括旋转组件、芯滑块和驱动滑块;芯滑块转动连接有连接杆,连接杆的顶端穿过芯滑块固定连接有抽芯杆;旋转组件包括固定架和连接柱,固定架中间位置上固定连接有圆环,圆环的内壁上固定安装有球形块,圆环滑动套设有连接杆,连接杆上开设有配合球形块的螺纹槽。相较于现有技术,本申请通过简单结构实现简单结构,实现转动抽芯,避免压铸件粘连在抽芯杆上因为直接抽芯导致压铸件出现损伤,提高了压铸模抽芯机构的经济效率。
技术研发人员:王勇杰,毛子春
受保护的技术使用者:昆山莱捷有色金属有限公司
技术研发日:20231031
技术公布日:2024/7/25
- 还没有人留言评论。精彩留言会获得点赞!