一种汽车精密件加工的压铸模具的制作方法
本技术涉及汽车精密件加工,具体为一种汽车精密件加工的压铸模具。
背景技术:
1、汽车配件是构成汽车整体的各个单元及服务于汽车的一种产品。汽车配件的种类繁多,随着人们生活水平的提高,人们对汽车的消费也越来越多,汽车配件的这个市场变得也越来越大。近些年来汽车配件制造厂也在飞速地发展。压铸模具是铸造金属零部件的一种工具,一种在专用的压铸模锻机上完成压铸工艺的工具。
2、目前压铸模具选择直接放置降温效率低,而刚刚压铸成型的精密件模具直接放入水中进行降温会导致精密件的压铸模具发生轻微形变,影响成品质量,没有一个能够均匀全面将压铸模具快速冷却的装置供操作人员选择使用,且目前的压铸模具内缺少顶料结构,若直接拿取成品会造成局部损坏粘黏的问题,影响成品质量。
3、其次,目前压铸模具内的模腔大多与定模具为连体结构,不方便根据所需要压铸汽车精密件的规格进行拆装相应选择使用,降低该模具的适用领域,亟待开发。
技术实现思路
1、本实用新型的目的在于提供一种汽车精密件加工的压铸模具,以解决上述背景技术中提出的问题。
2、为实现上述目的,本实用新型提供如下技术方案:一种汽车精密件加工的压铸模具,包括动模座、导热铜环、第二微型旋转驱动机构和增压水头,所述动模座两端的底部对称固定有导套,所述动模座通过导套与导柱活动连接,所述导柱对称固定于定模座两端的顶部,所述定模座的中部内安装有第一微型旋转驱动机构,所述第一微型旋转驱动机构的顶部通过传动轴连接有旋转式模具,所述旋转式模具的外部等间距套设有导热铜环,所述导热铜环的外表面等间距连接有散热铜网件,所述动模座的两端内对称连接有第一抽水管和第二抽水管,所述第一抽水管和第二抽水管的端部皆与抽水泵连接,所述第一抽水管和第二抽水管的另一端皆连接有增压水头,所述增压水头设置位于散热铜网件的上方。
3、优选的,所述动模座的底部安装有动模具,所述旋转式模具的顶部内连接有安装腔,所述安装腔的内部设置有模腔安装体。
4、优选的,所述旋转式模具的中部内且连接于安装腔的底部有活动腔,所述活动腔内部的底部安装有第二微型旋转驱动机构,所述第二微型旋转驱动机构的顶部连接有螺杆。
5、优选的,所述模腔安装体顶部的两端内连接有嵌入安装孔,所述安装腔顶部的两端内连接有紧固孔,所述嵌入安装孔和紧固孔内连接设置有安装紧固螺丝。
6、优选的,所述模腔安装体底部的中部内连接有活动口,所述活动口内设置有顶料板。
7、优选的,所述活动腔内部的两侧连接有限位滑槽。
8、优选的,所述螺杆的外部活动设置有升降筒,所述升降筒的顶部与顶料板固定连接,所述升降筒外部的两侧固定有限位滑块,所述限位滑块与限位滑槽为滑动连接。
9、与现有技术相比,本实用新型的有益效果是:
10、(1)该种汽车精密件加工的压铸模具,通过在模腔安装体内成品压铸工作时产生的热直接快速的传导至旋转式模具的外部,并通过外壁快速的传导至导热铜环以散热铜网件上,该热导出作用可保证旋转式模具处整体各个位置降温的均匀性与全面性,当热传导至散热铜网件处时,利用抽水泵将水引流至通过第一抽水管和第二抽水管直至增压水头处,方便对高温状态的散热铜网件进行降温处理,加快旋转式模具、模腔安装体内以及导热铜环和散热铜网件处整体降温,其中旋转式模具可通过第一微型旋转驱动机构与传动轴的配合可进行整体旋转,直接带动导热铜环和散热铜网件转动,增加增压水头输出的水流与散热铜网件的接触面积,进一步加快其降温速率;
11、(2)该种汽车精密件加工的压铸模具,通过在第二微型旋转驱动机构配合螺杆、升降筒、限位滑块和限位滑槽的作用实现控制升降筒以及顶料板升降,顶料板上顶活动时可辅助模腔安装体内的成品快速出料,方便取料,且该顶料结构可减少成品取料时出现破损的问题;
12、(3)该种汽车精密件加工的压铸模具,通过在模腔安装体利用安装紧固螺丝与紧固孔螺纹连接实现装配至安装腔内,装配简单方便后期对模腔安装体进行拆换,其中嵌入安装孔的设置不妨碍旋转式模具与动模具中间的压铸工作,提高该模具的适用领域。
技术特征:
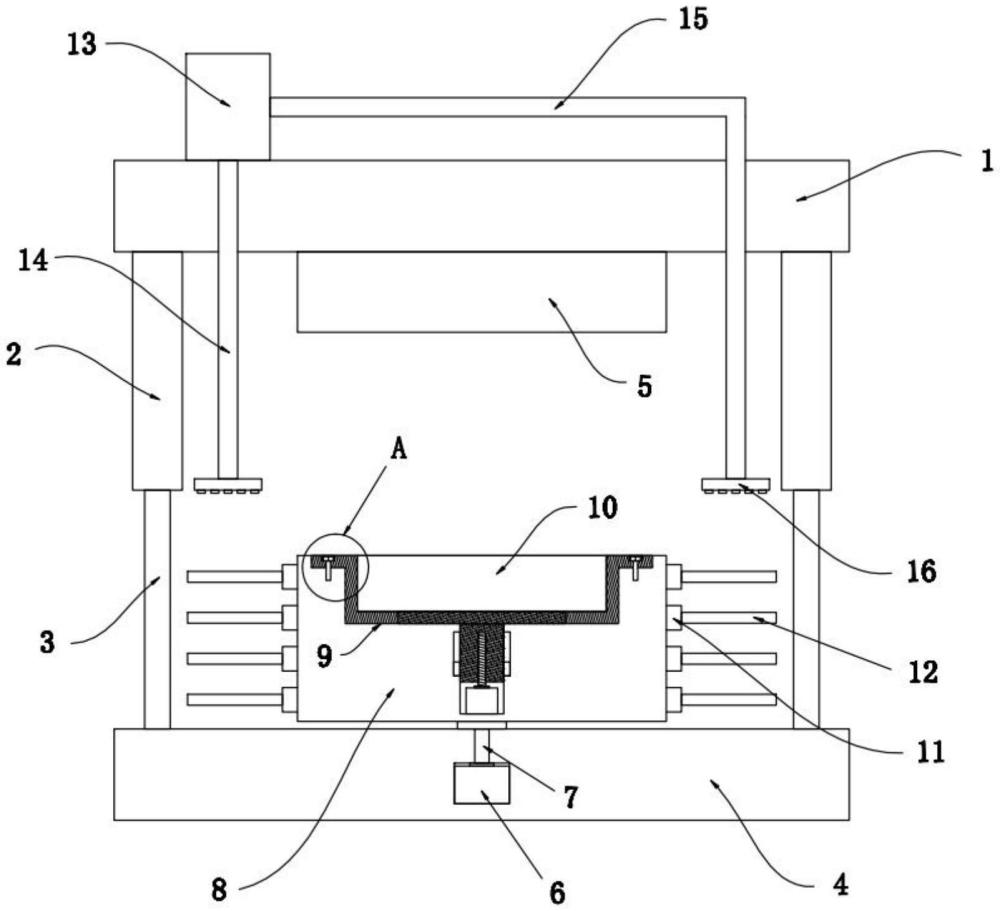
1.一种汽车精密件加工的压铸模具,其特征在于,包括动模座(1)、导热铜环(11)、第二微型旋转驱动机构(23)和增压水头(16),所述动模座(1)两端的底部对称固定有导套(2),所述动模座(1)通过导套(2)与导柱(3)活动连接,所述导柱(3)对称固定于定模座(4)两端的顶部,所述定模座(4)的中部内安装有第一微型旋转驱动机构(6),所述第一微型旋转驱动机构(6)的顶部通过传动轴(7)连接有旋转式模具(8),所述旋转式模具(8)的外部等间距套设有导热铜环(11),所述导热铜环(11)的外表面等间距连接有散热铜网件(12),所述动模座(1)的两端内对称连接有第一抽水管(14)和第二抽水管(15),所述第一抽水管(14)和第二抽水管(15)的端部皆与抽水泵(13)连接,所述第一抽水管(14)和第二抽水管(15)的另一端皆连接有增压水头(16),所述增压水头(16)设置位于散热铜网件(12)的上方。
2.根据权利要求1所述的一种汽车精密件加工的压铸模具,其特征在于:所述动模座(1)的底部安装有动模具(5),所述旋转式模具(8)的顶部内连接有安装腔(9),所述安装腔(9)的内部设置有模腔安装体(10)。
3.根据权利要求2所述的一种汽车精密件加工的压铸模具,其特征在于:所述旋转式模具(8)的中部内且连接于安装腔(9)的底部有活动腔(22),所述活动腔(22)内部的底部安装有第二微型旋转驱动机构(23),所述第二微型旋转驱动机构(23)的顶部连接有螺杆(24)。
4.根据权利要求2所述的一种汽车精密件加工的压铸模具,其特征在于:所述模腔安装体(10)顶部的两端内连接有嵌入安装孔(17),所述安装腔(9)顶部的两端内连接有紧固孔(18),所述嵌入安装孔(17)和紧固孔(18)内连接设置有安装紧固螺丝(19)。
5.根据权利要求4所述的一种汽车精密件加工的压铸模具,其特征在于:所述模腔安装体(10)底部的中部内连接有活动口(20),所述活动口(20)内设置有顶料板(21)。
6.根据权利要求3所述的一种汽车精密件加工的压铸模具,其特征在于:所述活动腔(22)内部的两侧连接有限位滑槽(2201)。
7.根据权利要求3所述的一种汽车精密件加工的压铸模具,其特征在于:所述螺杆(24)的外部活动设置有升降筒(25),所述升降筒(25)的顶部与顶料板(21)固定连接,所述升降筒(25)外部的两侧固定有限位滑块(2501),所述限位滑块(2501)与限位滑槽(2201)为滑动连接。
技术总结
本技术公开了一种汽车精密件加工的压铸模具,包括动模座、导热铜环、第二微型旋转驱动机构和增压水头,动模座两端的底部对称固定有导套,动模座通过导套与导柱活动连接,导柱对称固定于定模座两端的顶部。本技术通过在模腔安装体内成品压铸工作时产生的热直接快速的传导至旋转式模具的外部,并通过外壁快速的传导至导热铜环以散热铜网件上,该热导出作用可保证旋转式模具处整体各个位置降温的均匀性与全面性,当热传导至散热铜网件处时,利用抽水泵将水引流至通过第一抽水管和第二抽水管直至增压水头处,方便对高温状态的散热铜网件进行降温处理,加快旋转式模具、模腔安装体内以及导热铜环和散热铜网件处整体降温。
技术研发人员:谷小骏,魏方华,熊耀军
受保护的技术使用者:东莞市华青精密制造有限公司
技术研发日:20231031
技术公布日:2024/5/19
- 还没有人留言评论。精彩留言会获得点赞!