一种热芯盒模具的射砂结构的制作方法
本技术涉及热芯盒射芯机,具体涉及一种热芯盒模具的射砂结构。
背景技术:
1、热芯盒射芯机射制树脂覆膜砂芯具有成型速度快、砂芯外表光洁、清理方便、铸件表面质量好等优点而被广泛用于几何形状复杂、表面要求光洁的中小型铸件的生产。
2、在采用热芯盒模具生产砂芯的制造领域,传统的射砂结构存在如下问题:①砂芯成型后会留有较长的射砂嘴与砂芯本体紧密连接,需先用锯条锯除大部分长度的射砂嘴,剩余2mm--4mm射砂嘴余根再用什锦锉及砂纸修锉以保证与砂芯本体的顺滑过渡,期间需花费大量时间且修锉过程易损伤砂芯本体;②模具开模过程因射砂嘴较长且拔模斜度小,射砂嘴易断在静模内难以清理并且射砂嘴断裂的位置在与砂芯本体相接处时也会伤及砂芯本体。
3、因此,本领域技术人员致力于开发一种热芯盒模具的射砂结构,减少射砂通道与砂芯本体之间的粘连,降低砂芯本体的损伤,延长射砂套的使用寿命。
技术实现思路
1、本实用新型的目的是针对现有技术对应的不足,提供一种热芯盒模具的射砂结构,减少射砂通道与砂芯本体之间的粘连,降低砂芯本体的损伤,延长射砂套的使用寿命。
2、本实用新型的目的是采用下述方案实现的:一种热芯盒模具的射砂结构,包括设有射砂通道的射砂套,所述射砂套一端与射砂机的射砂板固定连接,另一端固定连接一用于伸入静模的单向射砂装置,所述单向射砂装置具有与所述射砂通道连通的射砂孔,所述射砂孔内设置有弹性单向阀片。
3、本实用新型的有益效果是:热芯盒模具在设备射砂过程中,覆膜砂从射砂套内的射砂通道进入,经过单向射砂装置进入热芯盒模具的静模内并填充型腔后形成砂芯本体。砂芯本体成型后不会留有与砂芯本体相连的较长的射砂嘴,只需轻微修搓单向射砂装置与砂芯本体结合处的余根即可,大大减少修搓时间的同时也降低了损伤砂芯本体的风险;另外,由于没有较长且拔模斜度较小的射砂嘴,也就不存在射砂嘴断在静模内难以清理的情况,这样能大大提升砂芯制作的生产效率。
4、在上述技术方案的基础上,本实用新型还可以做如下改进。
5、进一步,所述弹性单向阀片采用四个对称设置的弹性阀片,各弹性阀片的固定端与所述射砂孔内壁固定连接,各弹性阀片的自由端朝向射砂孔中心处,各弹性阀片的自由端之间留有运动间隙。
6、采用上述进一步方案的有益效果是具有一定压力的覆膜砂从弹性单向阀喷出时,多个弹性阀片打开形成射砂通道,当停止射砂时,弹性阀片在回复弹力的作用下恢复原状,从而阻止覆膜砂再进入,减少射砂通道与砂芯本体的粘连。
7、进一步,所述弹性单向阀片处于全打开状态时,弹性阀片的自由端与射砂孔的出口端之间留有2mm~3mm间距。
8、采用上述进一步方案的有益效果是减少弹性单向阀片与砂芯本体之间的粘连。
9、进一步,所述射砂套为阶梯圆柱体,所述射砂通道为阶梯圆柱孔,所述阶梯圆柱孔的大径段位于射砂套的大径段内,阶梯圆柱孔的小径段位于射砂套的小径段内,所述单向射砂装置固定连接在射砂套的小径段上。
10、采用上述进一步方案的有益效果是利于快速更换安装单向射砂装置。
11、进一步,所述阶梯圆柱孔的大径段与小径段之间设置有锥形过渡段。
12、采用上述进一步方案的有益效果是锥形过渡段增大第二设砂通道的射砂压力。
13、进一步,所述大径段端部具有安装凸缘,所述安装凸缘通过锁紧螺钉与所述射砂板固定连接。
14、采用上述进一步方案的有益效果是安装凸缘便于将射砂套安装在固定板上。
15、进一步,所述单向射砂装置的前端设置为锥状,用于与所述静模上设置的锥孔配合。
16、采用上述进一步方案的有益效果是利于快速将单向射砂装置插入至静模中。
17、进一步,所述单向射砂装置采用氟橡胶制成。
18、采用上述进一步方案的有益效果是利于单向射砂装置利用自身弹力安装在小径段上。
19、进一步,所述射砂套采用模具钢制成。
20、采用上述进一步方案的有益效果是增大射砂套的强度。
技术特征:
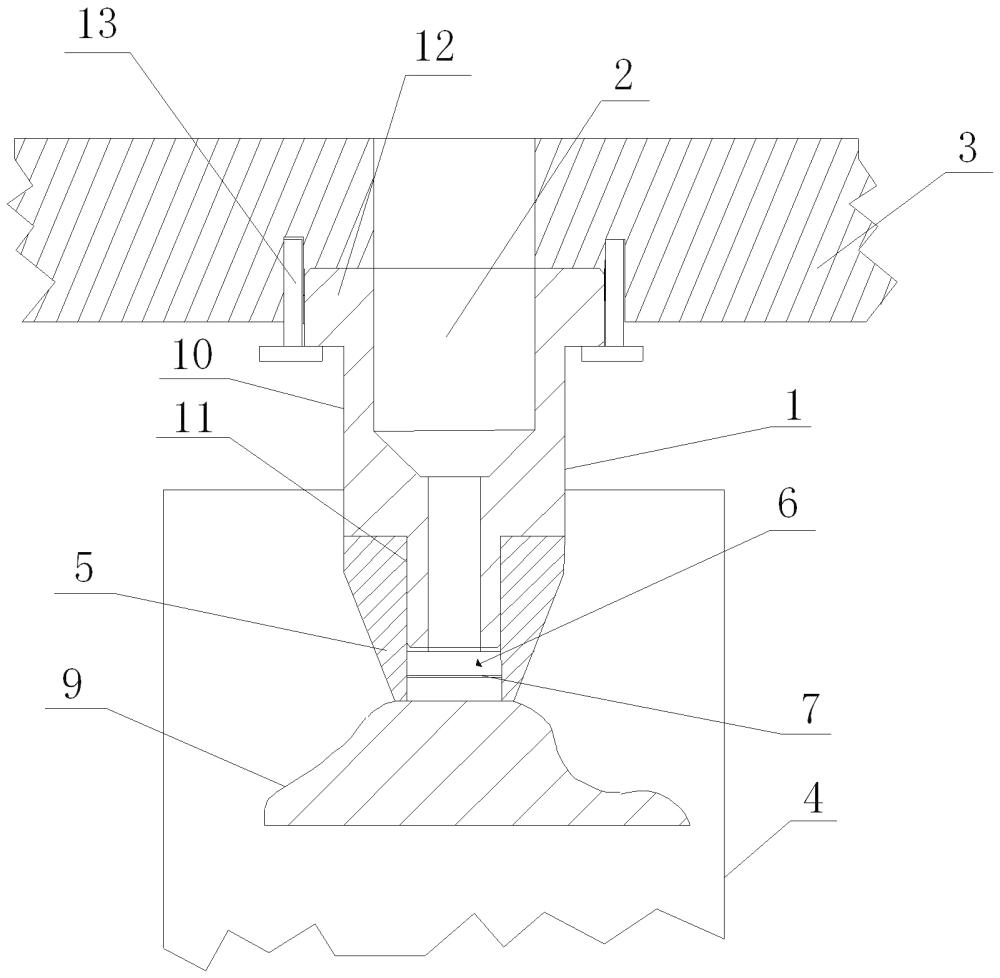
1.一种热芯盒模具的射砂结构,其特征在于:包括设有射砂通道(2)的射砂套(1),所述射砂套(1)一端与射砂机的射砂板(3)固定连接,另一端固定连接一用于伸入静模(4)的单向射砂装置(5),所述单向射砂装置(5)具有与所述射砂通道(2)连通的射砂孔(6),所述射砂孔(6)内设置有弹性单向阀片(7)。
2.根据权利要求1所述的热芯盒模具的射砂结构,其特征在于:所述弹性单向阀片(7)采用四个对称设置的弹性阀片,各弹性阀片的固定端与所述射砂孔(6)内壁固定连接,各弹性阀片的自由端朝向射砂孔(6)中心处,各弹性阀片的自由端之间留有运动间隙(8)。
3.根据权利要求2所述的热芯盒模具的射砂结构,其特征在于:所述弹性单向阀片(7)处于全打开状态时,弹性阀片的自由端与射砂孔(6)的出口端之间留有2mm~3mm间距。
4.根据权利要求1所述的热芯盒模具的射砂结构,其特征在于:所述射砂套(1)为阶梯圆柱体,所述射砂通道(2)为阶梯圆柱孔,所述阶梯圆柱孔的大径段位于射砂套(1)的大径段(10)内,阶梯圆柱孔的小径段位于射砂套(1)的小径段(11)内,所述单向射砂装置(5)固定连接在射砂套(1)的小径段(11)上。
5.根据权利要求4所述的热芯盒模具的射砂结构,其特征在于:所述阶梯圆柱孔的大径段与小径段之间设置有锥形过渡段。
6.根据权利要求4所述的热芯盒模具的射砂结构,其特征在于:所述射砂套(1)的大径段(10)端部设有安装凸缘(12),所述安装凸缘(12)通过锁紧螺钉(13)与所述射砂板(3)固定连接。
7.根据权利要求1所述的热芯盒模具的射砂结构,其特征在于:所述单向射砂装置(5)的前端设置为锥状,用于与所述静模(4)上设置的锥孔配合。
8.根据权利要求1所述的热芯盒模具的射砂结构,其特征在于:所述单向射砂装置(5)采用氟橡胶制成。
9.根据权利要求1所述的热芯盒模具的射砂结构,其特征在于:所述射砂套(1)采用模具钢制成。
技术总结
本技术涉及一种热芯盒模具的射砂结构,包括设有射砂通道的射砂套,所述射砂套一端与射砂机的射砂板固定连接,另一端固定连接一用于伸入静模的单向射砂装置,所述单向射砂装置具有与所述射砂通道连通的射砂孔,所述射砂孔内设置有弹性单向阀片。本技术能减少射砂通道与砂芯本体之间的粘连,降低砂芯本体的损伤,延长射砂套的使用寿命。
技术研发人员:孙仁坤
受保护的技术使用者:重庆志成机械有限公司
技术研发日:20231031
技术公布日:2024/6/23
- 还没有人留言评论。精彩留言会获得点赞!