一种砂型模具的制作方法
本技术涉及一种便于铸造的砂型模具结构,具体地涉及一种砂型模具。
背景技术:
1、砂型模具是用于铸造零部件的一种设备,常规的铸造技术中,铁水是从砂型模具的侧部浇筑入模腔内部,在整个浇筑的过程中,只能根据经验判断模腔内是否充满铁水,以至于铸造工作完成后,开模时,存在部分模腔内的工具因缺少铁水而存在残缺。
技术实现思路
1、针对现有技术中的浇筑方式,导致部分模腔内存在缺少铁水,使工件出现残缺的技术问题,本实用新型提供了一种砂型模具,具有可使所有模腔内充满铁水,避免工件出现残缺的优点。
2、本实用新型的技术方案是:
3、一种砂型模具,包括模具单体,所述模具单体上具有若干模腔,还包括:
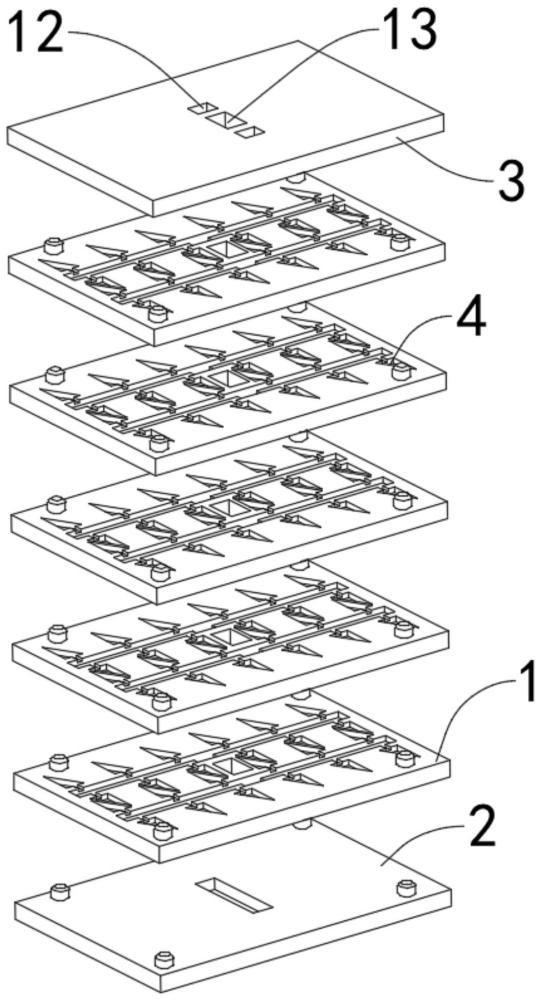
4、底板,位于所述模具单体底部,所述底板的中部具有一个分流槽;
5、盖板,位于所述模具单体上方,所述盖板的中部具有一个灌入口,所述灌入口在所述底板上的投影位于所述分流槽的中部;
6、其中,所述模腔在所述模具单体内至少分布有三排,且相邻两排模腔之间设有一个分流道,所述分流道与其两侧的所有所述模腔连通,所述分流道的中部具有一个通孔,所述通孔在所述底板上投影位于所述分流槽的两端,所述模具单体的中部具有一个导流口,所述导流口连通所述灌入口与所述分流槽。
7、可选地,所述分流道的深度大于其与所述模腔之间连接处的深度。
8、可选地,所述底板与所述盖板之间设有若干所述模具单体,所有所述模具单体内的通孔形成第一主流道,所有所述导流口形成第二主流道,所述第一主流道与所述分流槽的端部连通,所述第二主流道与所述分流槽的中部连接。
9、可选地,所述模具单体中部呈镜像分布有两排所述模腔,且两排所述模腔分别与两个所述分流道单独连通。
10、可选地,所述模具单体和所述底板顶面的四个角上分别设有一个定位柱,所述模具单体和盖板底面的四个角上分别设有一个定位孔,所述定位柱可嵌入所述定位孔内。
11、可选地,所述灌入口的尺寸与所述导流口的尺寸相同,所述导流口的截面积大于所述通孔的截面积。
12、可选地,所述盖板上具有与所述通孔对应的泄压孔。
13、与现有技术相比,本实用新型的有益效果是:
14、在模具单体的模腔之间设置分流槽,然后将底板设置在模具单体的底部,将盖板设置在模具单体的顶部,此时灌入口与导流口对齐,导流口与分流槽的中部对齐,分流槽的两端分别与通孔对齐,由此,形成一个铁水由灌入口灌入,依次经过导流口、分流槽、通孔和分流道,分流道与每个模腔连通。
15、工作时,铁水从灌入口进入,顺着导流口流向分流槽,在分流槽内,铁水从分流槽的中部向两端流动,并在持续灌入铁水的情况下,铁水受压从分流槽两端的通孔向上流动,此时,铁水会依次从底部向顶部填充每个模具单体内的模腔。
16、通过本技术方案,在铁水自然重力的作用下,会从下向上逐步填满模腔,当铁水溢出时,即可表明每个模腔已被填满,从而可以直观的体现出模腔被填满,可以避免铸造完成的工件存在缺陷的问题。
技术特征:
1.一种砂型模具,包括模具单体,所述模具单体上具有若干模腔,其特征在于,还包括:
2.根据权利要求1所述的砂型模具,其特征在于,
3.根据权利要求1所述的砂型模具,其特征在于,
4.根据权利要求1所述的砂型模具,其特征在于,
5.根据权利要求1所述的砂型模具,其特征在于,
6.根据权利要求1所述的砂型模具,其特征在于,
7.根据权利要求1所述的砂型模具,其特征在于,
技术总结
本技术提供了一种砂型模具,目的是解决现有技术中的浇筑方式,导致部分模腔内存在缺少铁水,使工件出现残缺的技术问题。该砂型模具,包括模具单体,模具单体上具有若干模腔;底板,位于模具单体底部,底板的中部具有一个分流槽;盖板,位于模具单体上方,盖板的中部具有一个灌入口,灌入口在底板上的投影位于分流槽的中部;其中,模腔在模具单体内至少分布有三排,且相邻两排模腔之间设有一个分流道,分流道与其两侧的所有模腔连通,分流道的中部具有一个通孔,通孔在底板上投影位于分流槽的两端,模具单体的中部具有一个导流口,导流口连通灌入口与分流槽。该砂型模具具有可使所有模腔内充满铁水,避免工件出现残缺的优点。
技术研发人员:龙嘉,蒋代波,何兵,高致文,王中顺
受保护的技术使用者:四川泰鼎晟汽车配件有限公司
技术研发日:20231108
技术公布日:2024/6/30
- 还没有人留言评论。精彩留言会获得点赞!