汽车稳定杆约束淬火装置的制作方法
本技术涉及汽车配件制造领域,特别涉及汽车稳定杆约束淬火装置。
背景技术:
1、汽车稳定杆的生产需要进行淬火处理,在淬火的过程中,会使汽车稳定杆产生变形,因此变形会影响稳定杆的生产精度,在传统的汽车稳定杆生产过程中,使用夹板对稳定杆进行夹取,夹板通过螺穿进行固定连接,从而保证稳定杆加工生产时候的稳定,但是在加工完成后,热成型的稳定杆需要马上进行淬火,否则会导致稳定杆冷却不均,使稳定杆产生问题,因此将进行稳定杆拆卸的时候,需要先将螺栓进行拆卸,才可以进行稳定杆的拆卸淬火,夹板装置有多个,因此需要对多个夹板装置进行拆卸,从而导致进行淬火的间隔时间长,对稳定杆淬火影响大。
技术实现思路
1、本实用新型的目的在于提供汽车稳定杆约束淬火装置,以解决上述背景技术中提出的问题。
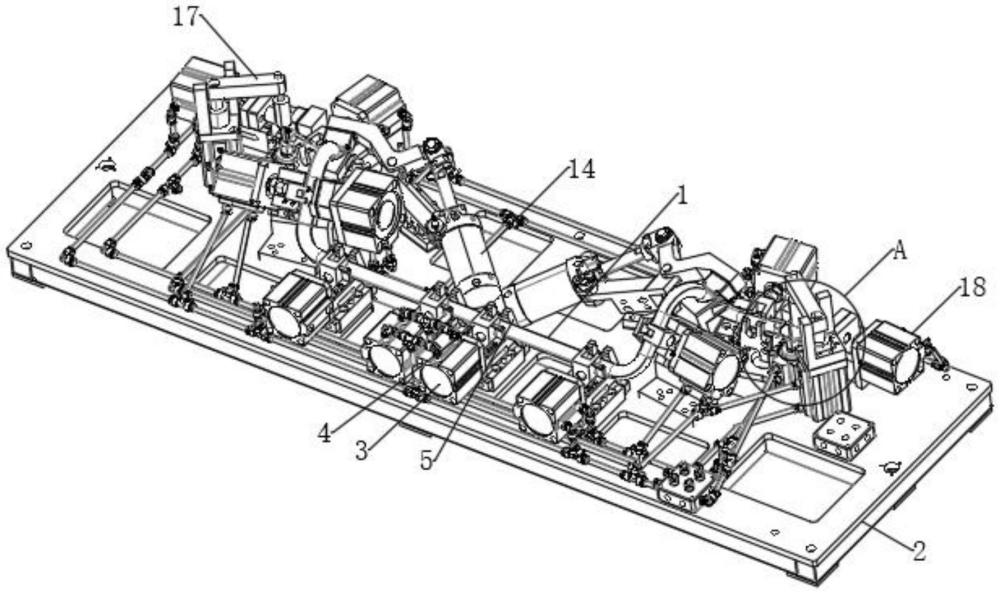
2、为实现上述目的,本实用新型提供如下技术方案:汽车稳定杆约束淬火装置,包括稳定弯曲杆,所述稳定弯曲杆的底端设置有用于放置稳定弯曲杆的安装底板,所述安装底板的顶端设置有用于夹取稳定弯曲杆的夹取机构,所述夹取机构包括横向夹取组件、弯曲夹取组件和按压组件,所述横向夹取组件用于夹取稳定弯曲杆的横向段,所述弯曲夹取组件用于夹取稳定弯曲杆的弯曲段,所述按压组件用于按压稳定弯曲杆的端部,所述弯曲夹取组件包括第一弯曲夹取件和第二弯曲夹取件,所述按压组件包括竖向按压件和横向按压件。
3、优选的,所述夹取机构对称设置在安装底板顶端的两侧。
4、优选的,所述横向夹取组件包括第一夹取块,所述第一夹取块的正面设置有第一气缸,所述第一气缸的输出端与第一夹取块的正面固定连接,所述第一夹取块的一端设置有第一固定定位块,所述稳定弯曲杆设置在第一夹取块和第一固定定位块相对的一侧,所述第一气缸和第一固定定位块的底端分别与安装底板的顶端固定连接。
5、优选的,所述第一弯曲夹取件包括第二夹取块,所述第二夹取块的一侧设置有第二气缸,所述第二气缸的输出端与第二夹取块的一侧固定连接,所述第二夹取块的一侧设置有活动定位块,所述活动定位块的一侧设置有第三气缸,所述第三气缸的输出端与活动定位块的一侧固定连接,所述第二气缸和第三气缸的底端固定连接有第一固定安装座。
6、优选的,所述第二弯曲夹取件包括第三夹取块,所述第三夹取块的一侧固定连接有转动臂,所述转动臂的一端设置有第四气缸,所述第四气缸的输出端与转动臂的一端铰接,所述第四气缸的正面设置有第二固定安装座,所述第二固定安装座顶部的两端分别与转动臂和第四气缸铰接,所述第二固定安装座的底端与安装底板的顶端固定连接,所述第一固定安装座的背面固定连接有第二固定定位块,所述安装底板设置在第二固定定位块和第三夹取块相对的一侧。
7、优选的,所述竖向按压件包括按压块,所述按压块的一端设置有第五气缸,所述第五气缸的输出端与按压块底端的一侧固定连接,所述第五气缸的底端与安装底板的顶端固定连接。
8、优选的,所述横向按压件包括第六气缸,所述第六气缸的输出端固定连接有第四夹取块,所述第六气缸的一端设置有第三固定定位块,所述第六气缸和第三固定定位块的底端均与安装底板的顶端固定连接。
9、本实用新型的技术效果和优点:
10、本实用新型利用稳定弯曲杆、安装底板和夹取机构的设计,通过横向夹取组件、弯曲夹取组件和按压组件将稳定弯曲杆固定在安装底板的顶端,对稳定弯曲杆应力集中处进行夹持,从而保证稳定弯曲杆在进行整体加热时候的稳定,当加热完后,直接通过移动镂空的安装底板,将稳定弯曲杆和装置整体放入淬火介质进行淬火处理,无需对稳定弯曲杆进行拆卸,从而保证稳定弯曲杆加热后,及时进行淬火处理,保证稳定弯曲杆生产的精度。
技术特征:
1.汽车稳定杆约束淬火装置,包括稳定弯曲杆(1),其特征在于,所述稳定弯曲杆(1)的底端设置有用于放置稳定弯曲杆(1)的安装底板(2),所述安装底板(2)的顶端设置有用于夹取稳定弯曲杆(1)的夹取机构,所述夹取机构包括横向夹取组件、弯曲夹取组件和按压组件,所述横向夹取组件用于夹取稳定弯曲杆(1)的横向段,所述弯曲夹取组件用于夹取稳定弯曲杆(1)的弯曲段,所述按压组件用于按压稳定弯曲杆(1)的端部,所述弯曲夹取组件包括第一弯曲夹取件和第二弯曲夹取件,所述按压组件包括竖向按压件和横向按压件。
2.根据权利要求1所述的汽车稳定杆约束淬火装置,其特征在于,所述夹取机构对称设置在安装底板(2)顶端的两侧。
3.根据权利要求1所述的汽车稳定杆约束淬火装置,其特征在于,所述横向夹取组件包括第一夹取块(4),所述第一夹取块(4)的正面设置有第一气缸(3),所述第一气缸(3)的输出端与第一夹取块(4)的正面固定连接,所述第一夹取块(4)的一端设置有第一固定定位块(5),所述稳定弯曲杆(1)设置在第一夹取块(4)和第一固定定位块(5)相对的一侧,所述第一气缸(3)和第一固定定位块(5)的底端分别与安装底板(2)的顶端固定连接。
4.根据权利要求1所述的汽车稳定杆约束淬火装置,其特征在于,所述第一弯曲夹取件包括第二夹取块(7),所述第二夹取块(7)的一侧设置有第二气缸(6),所述第二气缸(6)的输出端与第二夹取块(7)的一侧固定连接,所述第二夹取块(7)的一侧设置有活动定位块(9),所述活动定位块(9)的一侧设置有第三气缸(8),所述第三气缸(8)的输出端与活动定位块(9)的一侧固定连接,所述第二气缸(6)和第三气缸(8)的底端固定连接有第一固定安装座(10)。
5.根据权利要求4所述的汽车稳定杆约束淬火装置,其特征在于,所述第二弯曲夹取件包括第三夹取块(12),所述第三夹取块(12)的一侧固定连接有转动臂(13),所述转动臂(13)的一端设置有第四气缸(14),所述第四气缸(14)的输出端与转动臂(13)的一端铰接,所述第四气缸(14)的正面设置有第二固定安装座(15),所述第二固定安装座(15)顶部的两端分别与转动臂(13)和第四气缸(14)铰接,所述第二固定安装座(15)的底端与安装底板(2)的顶端固定连接,所述第一固定安装座(10)的背面固定连接有第二固定定位块(11),所述安装底板(2)设置在第二固定定位块(11)和第三夹取块(12)相对的一侧。
6.根据权利要求1所述的汽车稳定杆约束淬火装置,其特征在于,所述竖向按压件包括按压块(17),所述按压块(17)的一端设置有第五气缸(16),所述第五气缸(16)的输出端与按压块(17)底端的一侧固定连接,所述第五气缸(16)的底端与安装底板(2)的顶端固定连接。
7.根据权利要求1所述的汽车稳定杆约束淬火装置,其特征在于,所述横向按压件包括第六气缸(18),所述第六气缸(18)的输出端固定连接有第四夹取块,所述第六气缸(18)的一端设置有第三固定定位块(19),所述第六气缸(18)和第三固定定位块(19)的底端均与安装底板(2)的顶端固定连接。
技术总结
本技术公开了汽车稳定杆约束淬火装置,包括稳定弯曲杆,所述稳定弯曲杆的底端设置有安装底板,所述安装底板的顶端设置有夹取机构,所述夹取机构包括横向夹取组件、弯曲夹取组件和按压组件;本技术利用稳定弯曲杆、安装底板和夹取机构的设计,通过横向夹取组件、弯曲夹取组件和按压组件将稳定弯曲杆固定在安装底板的顶端,对稳定弯曲杆应力集中处进行夹持,从而保证稳定弯曲杆在进行整体加热时候的稳定,当加热完后,直接通过移动镂空的安装底板,将稳定弯曲杆和装置整体放入淬火介质进行淬火处理,无需对稳定弯曲杆进行拆卸,从而保证稳定弯曲杆加热后,及时进行淬火处理,保证稳定弯曲杆生产的精度。
技术研发人员:刘浩均,欧阳松,黄春阳,叶焕森,黎周君
受保护的技术使用者:广州华德汽车弹簧有限公司
技术研发日:20231115
技术公布日:2024/7/11
- 还没有人留言评论。精彩留言会获得点赞!