一种压铸模具真空阀的渐开线抽真空流道结构的制作方法
本技术涉及压铸模具结构,具体为一种压铸模具真空阀的渐开线抽真空流道结构。
背景技术:
1、目前,为了减少压铸模具中铝件成型时的气孔产生,会在压铸模具上安装抽真空结构,在压铸的过程中对模腔进行抽真空,当铝液快速流动到抽真空结构所在位置的时候抽真空结构的阀门需要迅速关闭让铝液不会进入到抽真空阀内部,但是在实际使用过程中铝液的流速受到了很多因素的影响,是不稳定的,流速过快的时候阀门就会来不及关闭,导致抽真空阀内部堵塞,需要进行维修。
技术实现思路
1、本实用新型提供了一种压铸模具真空阀的渐开线抽真空流道结构,可以解决现有技术中抽真空阀的阀门会来不及关闭而被铝液进入的问题。
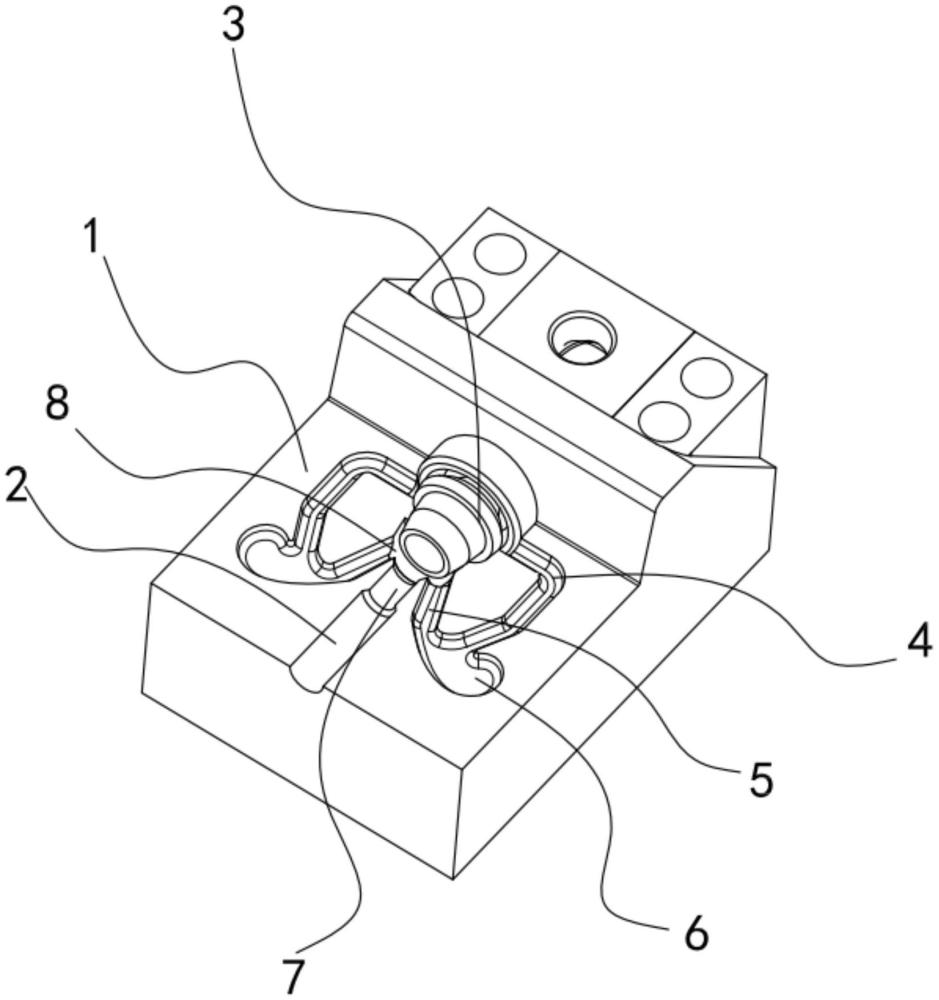
2、为实现上述目的,本实用新型提供如下技术方案:一种压铸模具真空阀的渐开线抽真空流道结构,包括抽芯阀体,所述的抽芯阀体的上侧第一端设置有抽真空流道,所述的抽真空流道内活动设置有抽真空阀门,所述的抽芯阀体的上侧第二端设置有与抽真空流道相连通的进料流道,所述的抽真空流道的两侧设置有向抽芯阀体的第一端延伸的缓冲流道,所述的缓冲流道的端部设置有漩涡缓冲槽,所述的漩涡缓冲槽通过迂回流道与抽真空流道相连通,所述的漩涡缓冲槽的边缘形状为渐开线,通过设置渐开线形状的漩涡缓冲槽可以对冲击到抽真空阀门的铝液进行缓冲,延长铝液沿着迂回流道回流冲击到抽真空阀门的时间。
3、作为优选,所述的迂回流道与漩涡缓冲槽的中部相连通,有利于进入到漩涡缓冲槽的铝液经过漩涡流动后再进入到迂回流道,延长时间。
4、作为优选,所述的漩涡缓冲槽上呈渐开线的边缘与缓冲流道相切,有利于铝液进入到漩涡缓冲槽的时候形成漩涡。
5、作为优选,所述的抽真空流道与进料流道之间通过过渡流道相连通,所述的过渡流道的宽度小于进料流道的宽度,可以形成伯努利效应,金属液经过较细的过渡流道时出现伯努利效应,填充抽真空流道后,再填充缓冲流道。
6、与现有技术相比,本实用新型的有益效果是:
7、结构简单,通过设置渐开线形状的漩涡缓冲槽可以对冲击到抽真空阀门的铝液进行减缓,延长铝液沿着迂回流道回流冲击到抽真空阀门的时间;还通过设置较细的过渡流道形成伯努利效应,也同样可以减缓铝液的流速。
技术特征:
1.一种压铸模具真空阀的渐开线抽真空流道结构,其特征在于,包括:
2.根据权利要求1所述的压铸模具真空阀的渐开线抽真空流道结构,其特征在于:所述的迂回流道(4)与漩涡缓冲槽(6)的中部相连通。
3.根据权利要求2所述的压铸模具真空阀的渐开线抽真空流道结构,其特征在于:所述的漩涡缓冲槽(6)上呈渐开线的边缘与缓冲流道(5)相切。
4.根据权利要求1所述的压铸模具真空阀的渐开线抽真空流道结构,其特征在于:所述的抽真空流道(8)与进料流道(2)之间通过过渡流道(7)相连通,所述的过渡流道(7)的宽度小于进料流道(2)的宽度。
技术总结
本技术公开了一种压铸模具真空阀的渐开线抽真空流道结构,包括抽芯阀体,所述的抽芯阀体的上侧第一端设置有抽真空流道,所述的抽真空流道内活动设置有抽真空阀门,所述的抽芯阀体的上侧第二端设置有与抽真空流道相连通的进料流道,所述的抽真空流道的两侧设置有向抽芯阀体的第一端延伸的缓冲流道,所述的缓冲流道的端部设置有漩涡缓冲槽,所述的漩涡缓冲槽通过迂回流道与抽真空流道相连通,所述的漩涡缓冲槽的边缘形状为渐开线,通过设置渐开线形状的漩涡缓冲槽可以对冲击到抽真空阀门的铝液进行缓冲,延长铝液沿着迂回流道回流冲击到抽真空阀门的时间。
技术研发人员:施策
受保护的技术使用者:宁波拓钢模具配件制造有限公司
技术研发日:20231201
技术公布日:2024/7/15
- 还没有人留言评论。精彩留言会获得点赞!