一种压铸模具型芯的制作方法
本技术涉及压铸模具制造,特别涉及一种压铸模具型芯。
背景技术:
1、在压铸生产过程中模具温度的控制非常重要,直接影响到产品的质量和模具的寿命。常见的压铸模具温度控制方式是在模具中设计冷却水路,注入水或其它导热媒介来带走模具的热量。常见的水路形式有线冷、水井和点冷。优点是结构简单,加工方便,组合使用能满足大部分产品需求。缺点是受加工工艺的限制,水路只能是圆柱形直孔,不能随意改变走向和截面形状,无法完全贴近产品表面,冷却效率低且不均匀。从而导致产品成型周期增长,产品变形量增大,及缩孔,冷隔,粘模等风险增大。同时。模具得不到有效冷却会过早出现冲蚀,龟裂断裂等问题,缩短了模具寿命。实际生产中,对于结构复杂,力学性、气密性要求较高的产品,比如燃油车缸体,电动车电控机箱,通讯类的滤波腔体等,常规的模具冷却水路的缺点就暴露出来。只能通过喷涂,特殊材料镶件,局部挤压,抽真空等辅助手段补救。若无法解决问题时,则只能降低产品部分要求或更改产品结构来规避风险。这些都会降低生产效率和增加成本。
技术实现思路
1、本实用新型所要解决的技术问题在于,提供一种压铸模具型芯,能提高模具冷却效率,从而提高成品质量。
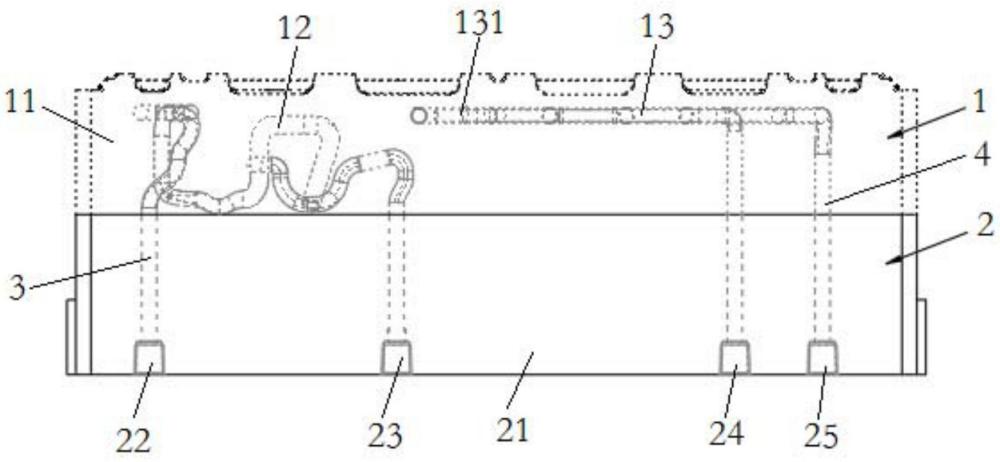
2、为解决上述技术问题,本实用新型提供了一种压铸模具型芯,包括上型芯及下型芯,所述上型芯采用3d打印工艺制作而成;
3、所述下型芯包括下基体,贯通设于所述基体内的第一进水管、第一出水管、第二进水管及第二出水管;
4、所述上型芯包括上基体,设于所述上基体内的第一随形管道及第二随形管道,所述上基体的顶面包括下凹面段及平面段,所述第一随形管道沿所述下凹面段设置,所述第二随形管道沿所述平面段设置;
5、所述第一进水管、第一随形管道及第一出水管依次连接形成凹面冷却管路,所述凹面冷却管路用于冷却所述下凹面段;所述第二进水管、第二随形管道及第二出水管依次连接形成平面冷却管路,所述平面冷却管路用于冷却所述平面段。
6、作为上述技术方案的改进,所述第一随形管道包括主管道及多根支管,多根所述支管的截面积之和大于所述主管道截面积。
7、作为上述技术方案的改进,所述下凹面段设有几字形部,所述第一随形管道设有与所述下凹面段适配的几字形段。
8、作为上述技术方案的改进,所述下凹面段还设有柱面,所述支管沿所述柱面螺旋设置。
9、作为上述技术方案的改进,所述第二随形管道设有与所述平面段平行设置的水平段管道,所述水平段管道与所述平面段之间留有预定距离。
10、作为上述技术方案的改进,所述水平段管道包括多个依次连接的s形部。
11、作为上述技术方案的改进,所述水平段管道的横截面为扁平形。
12、作为上述技术方案的改进,所述第一进水管、第一出水管、第二进水管及第二出水管均为直管,所述第一进水管、第一出水管、第二进水管及第二出水管均通过机加工成型。
13、实施本实用新型,具有如下有益效果:
14、本实用新型采用3d打印工艺制作上型芯,上型芯内设有第一随形管道及第二随形管道,所述第一随形管道作用于上型芯的下凹面段,所述第二随形管道作用于上型芯的的平面段,所述第一随形管道沿所述下凹面段设置,所述第二随形管道沿所述平面段设置;所述第一随形管道结构复杂,能适配下凹面段的复杂形状,所述第二随形管道的长度及横截面积更大,能提高平面段冷却均匀性。
技术特征:
1.一种压铸模具型芯,其特征在于,包括上型芯及下型芯,所述上型芯采用3d打印工艺制作而成;
2.如权利要求1所述的压铸模具型芯,其特征在于,所述第一随形管道包括主管道及多根支管,多根所述支管的截面积之和大于所述主管道截面积。
3.如权利要求1所述的压铸模具型芯,其特征在于,所述下凹面段设有几字形部,所述第一随形管道设有与所述下凹面段适配的几字形段。
4.如权利要求2所述的压铸模具型芯,其特征在于,所述下凹面段还设有柱面,所述支管沿所述柱面螺旋设置。
5.如权利要求1所述的压铸模具型芯,其特征在于,所述第二随形管道设有与所述平面段平行设置的水平段管道,所述水平段管道与所述平面段之间留有预定距离。
6.如权利要求5所述的压铸模具型芯,其特征在于,所述水平段管道包括多个依次连接的s形部。
7.如权利要求6所述的压铸模具型芯,其特征在于,所述水平段管道的横截面为扁平形。
8.如权利要求1所述的压铸模具型芯,其特征在于,所述第一进水管、第一出水管、第二进水管及第二出水管均为直管,所述第一进水管、第一出水管、第二进水管及第二出水管均通过机加工成型。
技术总结
本技术公开了一种压铸模具型芯,包括上型芯及下型芯,所述上型芯采用3D打印工艺制作而成;所述下型芯包括下基体,第一进水管、第一出水管、第二进水管及第二出水管;所述上型芯包括上基体、第一随形管道及第二随形管道,所述上基体的顶面包括下凹面段及平面段,所述第一随形管道沿所述下凹面段设置,所述第二随形管道沿所述平面段设置;所述第一进水管、第一随形管道及第一出水管依次连接形成凹面冷却管路,所述凹面冷却管路用于冷却所述下凹面段;所述第二进水管、第二随形管道及第二出水管依次连接形成平面冷却管路,所述平面冷却管路用于冷却所述平面段。实施本技术,能提高模具冷却效率,从而提高成品质量。
技术研发人员:任洁,廖勇华,于永香,冯力,彭典明,邓蒨瑜,张莹
受保护的技术使用者:珠海市润星泰电器有限公司
技术研发日:20231222
技术公布日:2024/9/23
- 还没有人留言评论。精彩留言会获得点赞!