一种减少柱子成型不良的抽真空结构的制作方法
本技术涉及压铸模具,特别是涉及一种减少柱子成型不良的抽真空结构。
背景技术:
1、压铸模具是铸造金属零部件的一种工具,一种在专用的压铸模锻机上完成压铸工艺的工具。压铸的基本工艺过程是:金属液先低速或高速铸造充型进模具的型腔内,模具有活动的型腔面,它随着金属液的冷却过程加压锻造,既消除毛坯的缩孔缩松缺陷,也使毛坯的内部组织达到锻态的破碎晶粒。
2、有的压铸产品上会有柱子结构,可能是一个,也可能是多个。在现有的压铸模具生产中,柱子部分的成型不良较高,经常会有气泡等问题,为了解决这个问题,常规的都会在模具中配备抽真空结构,一般抽真空都是设置在渣包或流道或料管内,很难很好的改善这个问题。
技术实现思路
1、本实用新型所要解决的技术问题是提供一种减少柱子成型不良的抽真空结构,针对柱形成型腔设计了独立的抽真空结构,能有效将柱形成型腔内的多余气体排出,减少气泡的产生,提高产品中柱子的良品率。
2、本实用新型解决其技术问题所采用的技术方案是:提供一种减少柱子成型不良的抽真空结构,包括上模框以及安装在上模框下端中部的上模芯,所述的上模芯下端中部安装有模芯镶块,该模芯镶块底部开设有柱形成型腔,所述的上模芯上部由上往下插入安装有排气销,该排气销下端插入到柱形成型腔内,所述的排气销下部开设有环形凹槽,该排气销内部轴向开设有抽气管路,所述的环形凹槽的两侧均开设有与抽气管路下端连通的抽气孔,所述的排气销上端安装有与抽气管路上端连通的真空抽气管,该真空抽气管上端竖直向上贯穿上模框。
3、作为对本实用新型所述的技术方案的一种补充,所述的排气销上套接有密封组件,该密封组件安装在上模芯与模芯镶块之间。
4、作为对本实用新型所述的技术方案的一种补充,所述的密封组件包括密封圈安装环和第一密封圈,所述的密封圈安装环下端嵌入安装有第一密封圈,该第一密封圈安装在模芯镶块与密封圈安装环之间。
5、作为对本实用新型所述的技术方案的一种补充,所述的密封组件还包括压紧环和第二密封圈,所述的密封圈安装环上端嵌入安装有第二密封圈,该第二密封圈套在排气销外,所述的密封圈安装环上端安装有压住第二密封圈的压紧环。
6、作为对本实用新型所述的技术方案的一种补充,所述的真空抽气管上端连接有横向布置的紫铜管。
7、作为对本实用新型所述的技术方案的一种补充,所述的排气销下部位于环形凹槽的下方围绕着圆周布置有多个竖直槽,该竖直槽上端与环形凹槽连通。
8、有益效果:本实用新型涉及一种减少柱子成型不良的抽真空结构,针对柱形成型腔设计了独立的抽真空结构,能有效将柱形成型腔内的多余气体排出,减少气泡的产生,提高产品中柱子的良品率;同时配备密封组件,保证抽真空的密封性。
技术特征:
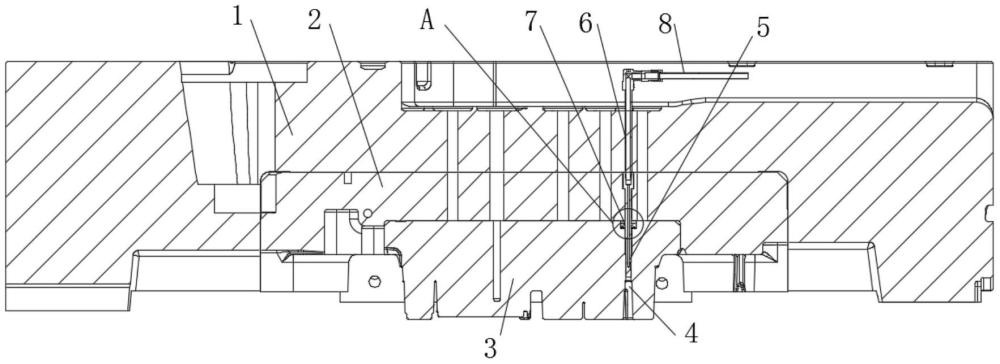
1.一种减少柱子成型不良的抽真空结构,包括上模框(1)以及安装在上模框(1)下端中部的上模芯(2),其特征在于:所述的上模芯(2)下端中部安装有模芯镶块(3),该模芯镶块(3)底部开设有柱形成型腔(4),所述的上模芯(2)上部由上往下插入安装有排气销(5),该排气销(5)下端插入到柱形成型腔(4)内,所述的排气销(5)下部开设有环形凹槽(9),该排气销(5)内部轴向开设有抽气管路(11),所述的环形凹槽(9)的两侧均开设有与抽气管路(11)下端连通的抽气孔(10),所述的排气销(5)上端安装有与抽气管路(11)上端连通的真空抽气管(6),该真空抽气管(6)上端竖直向上贯穿上模框(1)。
2.根据权利要求1所述的一种减少柱子成型不良的抽真空结构,其特征在于:所述的排气销(5)上套接有密封组件(7),该密封组件(7)安装在上模芯(2)与模芯镶块(3)之间。
3.根据权利要求2所述的一种减少柱子成型不良的抽真空结构,其特征在于:所述的密封组件(7)包括密封圈安装环(14)和第一密封圈(13),所述的密封圈安装环(14)下端嵌入安装有第一密封圈(13),该第一密封圈(13)安装在模芯镶块(3)与密封圈安装环(14)之间。
4.根据权利要求3所述的一种减少柱子成型不良的抽真空结构,其特征在于:所述的密封组件(7)还包括压紧环(15)和第二密封圈(16),所述的密封圈安装环(14)上端嵌入安装有第二密封圈(16),该第二密封圈(16)套在排气销(5)外,所述的密封圈安装环(14)上端安装有压住第二密封圈(16)的压紧环(15)。
5.根据权利要求1所述的一种减少柱子成型不良的抽真空结构,其特征在于:所述的真空抽气管(6)上端连接有横向布置的紫铜管(8)。
6.根据权利要求1所述的一种减少柱子成型不良的抽真空结构,其特征在于:所述的排气销(5)下部位于环形凹槽(9)的下方围绕着圆周布置有多个竖直槽(12),该竖直槽(12)上端与环形凹槽(9)连通。
技术总结
本技术涉及一种减少柱子成型不良的抽真空结构,包括上模框以及安装在上模框下端中部的上模芯,所述的上模芯下端中部安装有模芯镶块,该模芯镶块底部开设有柱形成型腔,所述的上模芯上部由上往下插入安装有排气销,该排气销下端插入到柱形成型腔内,所述的排气销下部开设有环形凹槽,该排气销内部轴向开设有抽气管路,所述的环形凹槽的两侧均开设有与抽气管路下端连通的抽气孔,所述的排气销上端安装有与抽气管路上端连通的真空抽气管,该真空抽气管上端竖直向上贯穿上模框。本技术针对柱形成型腔设计了独立的抽真空结构,能有效将柱形成型腔内的多余气体排出,减少气泡的产生,提高产品中柱子的良品率。
技术研发人员:张玉田,陈浩,张必胜,陈雷,祁水清
受保护的技术使用者:宁波隆源股份有限公司
技术研发日:20231225
技术公布日:2024/8/16
- 还没有人留言评论。精彩留言会获得点赞!