一种自定心钎焊金刚石磨轮的制作方法
本技术属于超硬磨具制造领域,更具体地说,本技术涉及一种自定心钎焊金刚石磨轮。
背景技术:
1、钎焊金刚石磨轮安装在设备轴上,通过高速旋转,表面的金刚石对材料进行去除,因此整个磨轮的动平衡精度、同轴精度等对加工非常关键。传统的金刚石磨轮基体为钢基体,内孔为圆柱形内孔,一般采用间隙配合。
2、若磨轮与主轴的装配间隙过小,虽然能一定程度上减小同轴误差,但装配难度增加,不利于装卸,反而影响磨轮的使用。
3、专利号为cn202223148682.x,名称为《一种卧式双端面磨床永磁同步砂轮轴》的实用新型专利公开了一种卧式双端面磨床永磁同步砂轮轴,包括主轴装置部分、砂轮装置部分及调心机构部分,调心机构的调心涨套设置为中空结构安装在主轴装置和箱体之间,调心涨套内表面设置左小右大1:100锥度,调心涨套的圆周设置对称且数量大于2的开口槽,调心涨套外壁台阶结构轴向设置均布的台阶通孔和螺纹通孔,在防水法兰和砂轮法兰端面之间设置防水迷宫结构,主轴内部设置永磁同步电机。此卧式双端面磨床永磁同步砂轮轴,通过调心涨套1:100锥度配合和弹性涨紧作用,调整砂轮轴径向和轴向安装精度,迷宫防水结构,起到防尘防水作用,通过永磁同步电机驱动,提高砂轮轴的扭矩;通过砂轮夹盘设置平衡调节结构,调整不平衡量。
4、从其说明书的
技术实现要素:
和附图中可以看出该主轴也是采用的圆柱形主轴,为了使得可以与固定板进行安装则必然要采用传统的间隙配合方式,由于间隙配合有一定的配合公差,则在高速旋转的时候会产生一定的不平衡量,导致磨轮的磨削性能受到影响,会出现磨削不平均、磨削过早失效等状态。
技术实现思路
1、为解决上述提到的技术问题,本实用新型提供了一种自定心钎焊金刚石磨轮。
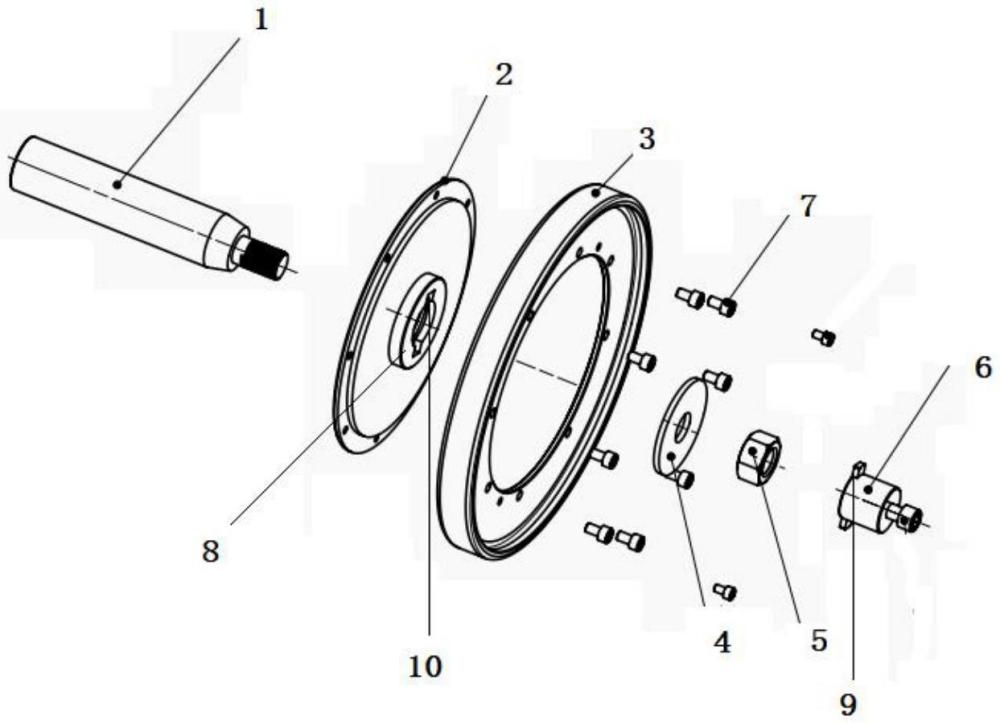
2、为了实现上述目的,本实用新型采取的技术方案为:一种自定心钎焊金刚石磨轮,包括主轴、定位板、砂轮和盖板,定位板中心设有内孔,所述主轴前端成锥形,定位板内孔为锥形内孔,主轴与定位板之间为嵌入式连接,砂轮与定位板之间固定连接,主轴端部设有定位部。
3、本实用新型公开了一种自定心钎焊金刚石磨轮,所述主轴端部设有螺纹,定位板中心表面设有连接件,连接件表面设有卡接孔。
4、本实用新型公开了一种自定心钎焊金刚石磨轮,所述定位部包括螺母,螺母通过主轴端部得螺纹拧紧在主轴端部。
5、本实用新型公开了一种自定心钎焊金刚石磨轮,所述定位板呈阶梯形,定位板与砂轮卡接之后再使用螺栓进行固定连接。
6、通过上述设置:砂轮通过台阶定位,并通过螺栓与定位板固定连接为一体,砂轮的台阶式定位,可以使其与定位板之间的固定更加牢固,不容易发生晃动。
7、本实用新型公开了一种自定心钎焊金刚石磨轮,所述定位部包括定位工装,定位工装侧部设有卡接块,定位工装通过卡接块与连接件卡接。
8、通过上述设置:定位工装相对于螺母来说,对于主轴固定更紧的同时可以保护主轴端部,延长主轴的使用寿命。
9、采用本实用新型方案,同现有技术相比,具有以下有益效果:
10、1,通过将主轴前端成锥形,定位板内孔设置为锥形内孔,使得主轴与定位板的之间连接成为一种自定心的装配方式,提高了装配精度,减小钎焊金刚石磨轮与主轴的同轴误差。
11、2,提高作业效率,降低装配作业难度。圆柱形轴孔配合时,由于为定位精度要求高,间隙配合公差较小,磨轮安装在轴上时必须保证较高的对正精度才能将磨轮内孔卡入轴中,而且金刚石磨轮规格一般较大,外径多达300mm以上,单只重量可达20千克以上,某些精度要求较高场合,装配须有专用定位工具配套才可定位,而且装配过程时间,作业效率低。利用圆锥形内孔配合自定心方式,不仅精度高,在装配时由于为锥端小口进入,易于装配,人工作业即可完成,完成后当磨轮需要更换时,仅将磨轮卸下,再装入新的磨轮即可,这样由于磨轮与定位板的连接为固定连接,相关精度保持固定,互换性好,效率高。
12、以下将结合附图和实施例,对本实用新型进行较为详细的说明。
技术特征:
1.一种自定心钎焊金刚石磨轮,包括主轴、定位板、砂轮和盖板,定位板中心设有内孔,其特征在于,所述主轴前端成锥形,定位板内孔为锥形内孔,主轴与定位板之间为嵌入式连接,砂轮与定位板之间固定连接,主轴端部设有定位部。
2.根据权利要求1所述的一种自定心钎焊金刚石磨轮,其特征在于,所述主轴端部设有螺纹,定位板中心表面设有连接件,连接件表面设有卡接孔。
3.根据权利要求2所述的一种自定心钎焊金刚石磨轮,其特征在于,所述定位部包括螺母,螺母通过主轴端部得螺纹拧紧在主轴端部。
4.根据权利要求1所述的一种自定心钎焊金刚石磨轮,其特征在于,所述定位板呈阶梯形,定位板与砂轮卡接之后再使用螺栓进行固定连接。
5.根据权利要求2所述的一种自定心钎焊金刚石磨轮,其特征在于,所述定位部包括定位工装,定位工装侧部设有卡接块,定位工装通过卡接块与连接件卡接。
技术总结
本技术公开了一种自定心钎焊金刚石磨轮,包括主轴、定位板、砂轮和盖板,定位板中心设有内孔,所述主轴前端成锥形,定位板内孔为锥形内孔,主轴与定位板之间为嵌入式连接,砂轮与定位板之间固定连接,主轴端部设有定位部;通过将主轴前端成锥形,定位板内孔设置为锥形内孔,使得主轴与定位板的之间连接成为一种自定心的装配方式,提高了装配精度,减小钎焊金刚石磨轮与主轴的同轴误差;本技术还可以提高作业效率,降低装配作业难度。
技术研发人员:蔡昌鹏,林宗良,郭坤,丁潇杰,王波
受保护的技术使用者:江苏韦尔博新材料科技有限公司
技术研发日:20231225
技术公布日:2024/8/15
- 还没有人留言评论。精彩留言会获得点赞!