一种气门的杆端面磨床的端面定位机构的制作方法
本技术涉及磨床领域,尤其涉及一种气门的杆端面磨床的端面定位机构。
背景技术:
1、作为内燃机的关键零件之一,气门的加工精度直接影响了发动机的最终性能,因此,如何提高气门的加工精度,以及提高加工效率和成品率,降低加工成本,是发动机企业长期投入研发的方向。气门加工流程依次概括为半精锥面l1加工、精车盘端b1加工(该工艺流程导致l积累公差)、磨锁夹槽h加工和精磨端面。作为气门的关键加工步骤之一。通过磨床对气门的杆端面进行精磨,使气门的端面平整度达到生产指标,需要先确保气门夹装时的定位精度,使磨床可以正确的加工出需要的端面,同时确保精磨后的气门各长度参数在要求的公差范围内。
2、然而,现有的磨床定位夹装机构,比如机三jstcbn-275杆端磨床034-560,在气门从流水线上进入v型槽待夹装时,在气门的两端各设有一个气缸,分别负责气门两端的定位,先通过远离磨床砂轮的大气缸伸出作为气门盘端面的定位基准,v型槽上的夹具采用较小的力下压限制气门的运动方向,再通过接近砂轮一侧的小气缸伸出推动气门运动抵接大气缸,其后夹具加大压力彻底固定住气门,大小气缸收回后,夹具带动气门移动至砂轮处完成端面精磨。
3、然而,现有精磨杆端面,通过原理砂轮的大气缸作为定位基准,实际是以气门的总长l作为定位基准进行加工,会明显受到气门各加工过程中对产生的l积累公差的影响,出现l偏长的气门磨削量大,导致本来磨锁夹槽加工出来的h值跟着变短;而l偏短的气门则会出现磨削量小,甚至漏网加工的情况;最终致使精磨后的气门经常出现端面磨不出,返工率高,以及磨削过多,导致气门h值超下差报废等问题。
技术实现思路
1、为了克服上述问题,本实用新型提供一种气门的杆端面磨床的端面定位机构。
2、本实用新型采用的技术方案是:一种气门的杆端面磨床的端面定位机构,用于对气门的杆端面进行定位,以供设于磨床的后端的砂轮进行杆端面的定量精磨,包括基座、定位柱、前置气缸、磨盘、设于所述磨盘一侧的固定板、设于固定板前方的v型块、设于所述v型块一侧的压紧装置,以及设于所述v型块前方的气缸固定座;
3、所述气缸固定座与所述基座固定相连,所述固定板与所述基座固定相连,所述v型块与所述基座沿平行于磨盘的盘面的方向活动相连,所述压紧装置与所述v型块活动相连;
4、所述压紧装置用于通过与所述v型块配合夹紧固定所述气门;
5、所述定位柱与所述固定板固定相连;
6、所述前置气缸包括缸体与推杆,所述缸体与所述气缸固定座固定相连,且所述推杆、所述v型块上气门的盘端面、气门的杆端面和所述定位柱依次同轴设置。
7、作为优选地,所述定位柱靠近所述固定板的一端设有外螺纹,所述固定板与所述定位柱通过螺接固定相连。
8、优选地,所述固定板上设有第一通孔,所述第一通孔内设有与所述外螺纹相配合的内螺纹。
9、优选地,所述固定板的两侧均设有与所述外螺纹相配合的锁紧螺母。
10、优选地,所述定位柱包括铁柱与合金块,所述铁柱后端与所述固定板固定相连,所述铁柱的前端与所述合金块固定相连。
11、优选地,所述压紧装置的一侧设有第二气缸,所述第二气缸的一端与所述v型块铰接,所述第二气缸的另一端与所述压紧装置铰接,所述第二气缸用于驱动压紧装置抵接或远离所述v型块上的气门。
12、本实用新型的有益效果是:
13、(1)通过与磨盘相邻的定位柱作为气门杆端面的定位基准,通过前置气缸推动气门抵接定位柱实现气门的定位夹装,对气门的杆端面实施定量的精磨;相比于原有的以气门盘端面抵接大气缸作为定位基准的加工方式,本方案避免了应气门总长l在前几步气门加工工艺中累计的加工公差,对杆端面精磨加工的影响,避免了锁夹槽至杆端面的距离超下差。
14、(2)通过与磨盘位置相对固定的定位柱作为气门杆端面的定位基准,使磨盘对全部的气门杆端面统一磨削掉固定的尺寸,避免了杆端面的端面磨不出。
技术特征:
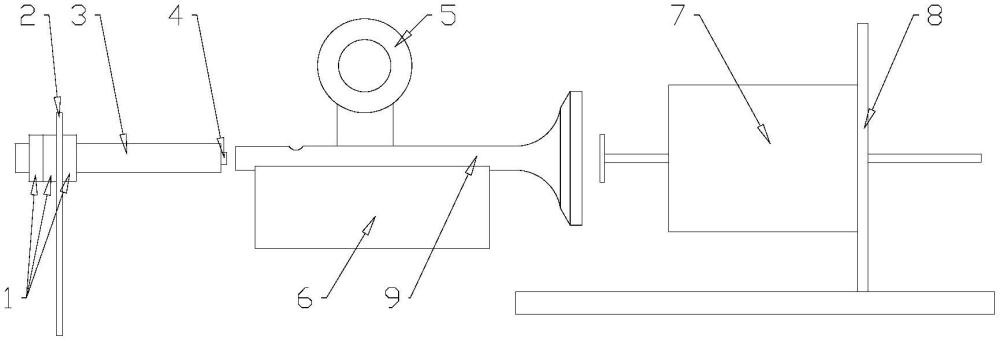
1.一种气门的杆端面磨床的端面定位机构,用于对气门(9)的杆端面(901)进行定位,以供设于磨床的后端的砂轮进行杆端面(901)的定量精磨,其特征在于,包括基座、定位柱、前置气缸(7)、磨盘、设于所述磨盘一侧的固定板(2)、设于固定板(2)前方的v型块(6)、设于所述v型块(6)一侧的压紧装置(5),以及设于所述v型块(6)前方的气缸固定座(8);
2.根据权利要求1所述的一种气门的杆端面磨床的端面定位机构,其特征在于,所述定位柱靠近所述固定板(2)的一端设有外螺纹,所述固定板(2)与所述定位柱通过螺接固定相连。
3.根据权利要求2所述的一种气门的杆端面磨床的端面定位机构,其特征在于,所述固定板(2)上设有第一通孔,所述第一通孔内设有与所述外螺纹相配合的内螺纹。
4.根据权利要求2所述的一种气门的杆端面磨床的端面定位机构,其特征在于,所述固定板(2)的两侧均设有与所述外螺纹相配合的锁紧螺母(1)。
5.根据权利要求1所述的一种气门的杆端面磨床的端面定位机构,其特征在于,所述定位柱包括铁柱(3)与合金块(4),所述铁柱(3)后端与所述固定板(2)固定相连,所述铁柱(3)的前端与所述合金块(4)固定相连。
6.根据权利要求1所述的一种气门的杆端面磨床的端面定位机构,其特征在于,所述压紧装置(5)的一侧设有第二气缸,所述第二气缸的一端与所述v型块(6)铰接,所述第二气缸的另一端与所述压紧装置(5)铰接,所述第二气缸用于驱动压紧装置(5)抵接或远离所述v型块(6)上的气门(9)。
技术总结
本技术涉及磨床领域,具体公开了一种气门的杆端面磨床的端面定位机构,包括基座、定位柱、前置气缸、磨盘、设于磨盘一侧的固定板、设于固定板前方的V型块、设于V型块一侧的压紧装置,以及设于V型块前方的气缸固定座;V型块与基座沿平行于磨盘的盘面的方向活动相连,压紧装置与V型块活动相连;定位柱与固定板固定相连;前置气缸包括缸体与推杆,缸体与气缸固定座固定相连,且推杆、V型块上气门的盘端面、气门的杆端面和定位柱依次同轴设置。本技术通过与磨盘相邻的定位柱作为气门的定位基准,通过前置气缸推动气门抵接定位柱实现气门的定位夹装,对气门的杆端面实施定量的精磨,避免气门总长的加工公差对杆端面精磨加工的影响。
技术研发人员:周常炜,朱铭爱,欧坚荣,植良文,莫贤康
受保护的技术使用者:怀集登月气门有限公司
技术研发日:20231226
技术公布日:2024/9/5
- 还没有人留言评论。精彩留言会获得点赞!