一种高压电器铸件小孔径长支管内毛坯表面打磨专用工具的制作方法
本技术涉及高压电器铸件加工结构领域,尤其涉及一种高压电器铸件小孔径长支管内毛坯表面打磨专用工具。
背景技术:
1、高压电器铝铸件品种多,目前国际上高压电器铝铸件以减少用料成本实现优化,都在实现高压电器铝铸件的小型化,然而当长支管尺寸变小时,会给铸件毛坯内表面打磨增加难度,普通打磨工具电磨长度不够,气动打磨工具力道不足,大的工具孔小进不去。
技术实现思路
1、本实用新型要解决的技术问题是提供一种高压电器铸件小孔径长支管内毛坯表面打磨专用工具,解决现有的打磨工具电磨长度不够、气动打磨工具力道不足,大的工具孔小进不去的问题。
2、为解决上述技术问题,本实用新型的技术方案为:一种高压电器铸件小孔径长支管内毛坯表面打磨专用工具,其创新点在于:包括
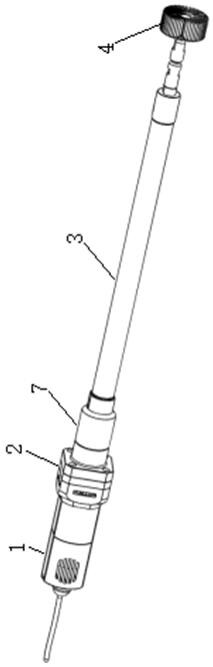
3、依次连接设置的电磨机、连接件、加长气动砂轮打磨机前传动轴、以及磨头;
4、所述连接件包括相邻设置的第一连接块和第二连接块,所述第一连接块包括第一方形块和一圆板,所述圆板固定在所述第一方形块远离第二连接块的一侧,同时圆板处于电磨机输出侧与第一方形块之间,且圆板与第一方形块同轴设置,且在第一连接块上开设有与之同轴设置的第一轴孔,所述第二连接块为一体式结构,包括依次同轴设置的第二方形块、大圆柱体与小圆柱体,且在第二连接块上开设有与之同轴设置的第二轴孔;
5、在所述第一、二轴孔上安装有一连接轴,所述连接轴的一侧与所述电磨机的输出轴连接,其另一侧与所述加长气动砂轮打磨机前传动轴连接。
6、进一步的,所述磨头为带柄磨头,且其通过夹头锁紧螺母安装在所述加长气动砂轮打磨机前传动轴的延伸侧。
7、进一步的,所述连接件与所述电磨机输出侧采用螺钉连接固定。
8、进一步的,所述加长气动砂轮打磨机前传动轴靠近电磨机的一侧具有一连接柱,该连接柱与所述连接件螺纹连接,快速实现本结构的组装。
9、进一步的,所述小圆柱体上设有外螺纹,所述连接柱靠近电磨机的一侧内部开设有容纳所述小圆柱体穿进的连接孔,该连接孔上具有与外螺纹适配的内螺纹。
10、进一步的,所述磨头的外径不大于高压电器铸件小孔径长支管内径、磨头的外径大于所述加长气动砂轮打磨机前传动轴的外径,当高压电器铸件小孔径长支管内毛坯表面内径自外向内渐大时,可以通过倾斜本结构实现打磨,无需替换磨头,打磨效率得到显著提升。
11、本实用新型的优点在于:
12、1)本实用新型中,利用连接件将电磨机与加长气动砂轮打磨机前传动轴相连接,且加长气动砂轮打磨机前传动轴与磨头相连接,避免了普通打磨工具电磨长度不够、气动打磨工具力道不足的情况,同时解决了大的工具孔小进不去的问题,适用于高压电器铸件小孔径长支管内毛坯表面的打磨;
13、2)本实用新型中,磨头的外径不大于高压电器铸件小孔径长支管内径、磨头的外径大于加长气动砂轮打磨机前传动轴的外径 3)本实用新型中,磨头的外径不大于高压电器铸件小孔径长支管内径、磨头的外径大于加长气动砂轮打磨机前传动轴的外径,当高压电器铸件小孔径长支管内毛坯表面内径自外向内渐大时,可以通过倾斜本结构实现打磨,无需替换磨头,打磨效率得到显著提升。
技术特征:
1.一种高压电器铸件小孔径长支管内毛坯表面打磨专用工具,其特征在于:包括依次连接设置的电磨机、连接件、加长气动砂轮打磨机前传动轴、以及磨头;
2.根据权利要求1所述的一种高压电器铸件小孔径长支管内毛坯表面打磨专用工具,其特征在于:所述磨头为带柄磨头,且其通过夹头锁紧螺母安装在所述加长气动砂轮打磨机前传动轴的延伸侧。
3.根据权利要求1所述的一种高压电器铸件小孔径长支管内毛坯表面打磨专用工具,其特征在于:所述连接件与所述电磨机输出侧采用螺钉连接固定。
4.根据权利要求1所述的一种高压电器铸件小孔径长支管内毛坯表面打磨专用工具,其特征在于:所述加长气动砂轮打磨机前传动轴靠近电磨机的一侧具有一连接柱,该连接柱与所述连接件螺纹连接。
5.根据权利要求4所述的一种高压电器铸件小孔径长支管内毛坯表面打磨专用工具,其特征在于:所述小圆柱体上设有外螺纹,所述连接柱靠近电磨机的一侧内部开设有容纳所述小圆柱体穿进的连接孔,该连接孔上具有与外螺纹适配的内螺纹。
6.根据权利要求1所述的一种高压电器铸件小孔径长支管内毛坯表面打磨专用工具,其特征在于:所述磨头的外径不大于高压电器铸件小孔径长支管内径、磨头的外径大于所述加长气动砂轮打磨机前传动轴的外径。
技术总结
本技术涉及高压电器铸件加工结构领域,尤其涉及一种高压电器铸件小孔径长支管内毛坯表面打磨专用工具,包括依次连接设置的电磨机、连接件、加长气动砂轮打磨机前传动轴、以及磨头;本技术中,利用连接件将电磨机与加长气动砂轮打磨机前传动轴相连接,且加长气动砂轮打磨机前传动轴与磨头相连接,避免了普通打磨工具电磨长度不够、气动打磨工具力道不足的情况,同时解决了大的工具孔小进不去的问题,适用于高压电器铸件小孔径长支管内毛坯表面的打磨;磨头的外径不大于高压电器铸件小孔径长支管内径、磨头的外径大于加长气动砂轮打磨机前传动轴的外径。
技术研发人员:赵翔,赵云江,陆杰
受保护的技术使用者:海门市沪海有色铸造有限公司
技术研发日:20231228
技术公布日:2024/10/31
- 还没有人留言评论。精彩留言会获得点赞!