一种重型卡车转向节淬火工装的制作方法
本技术属于锻造热处理工装,特别涉及一种重型卡车转向节淬火工装。
背景技术:
1、转向节锻打后需进行调质处理,以获得良好组织性能及力学性能。转向节在热处理线进行淬火处理,其中淬火入水阶段需要淬火机的叉头将转向节锻件从转向节热处理工装挂具上叉下送入水中,待淬火结束后再由淬火机的叉头将转向节锻件放回转向节热处理工装挂具并进行回火。由于现有转向节锻件种类繁多,尤其是一些体积较小的鼓式转向节,诸如0011/0012鼓式转向节锻件,其盘面尺寸相对较小,导致通用的的淬火机叉头并不能精准且稳定地拿放。若要更换特制的淬火机叉头以适配这类转向节,则生产过程需更换整套淬火机工装及淬火加热工装,不仅会增加生产成本,同时也不利于转向节热处理生产的连续性。
技术实现思路
1、本实用新型的目的是克服现有技术中的不足,提供一种重型卡车转向节淬火工装,解决了淬火机专用叉头与某些型号转向节锻件不适配的问题,通过托盘工装辅助淬火机叉头叉取转向节,使得淬火机叉头在热处理工装挂具上拿放转向节时精准且平稳,实现转向节淬火机系统的通用性,保证转向节锻件热处理生产的连续性,降低制造费用。
2、为了实现上述目的,本实用新型采用的技术方案是:
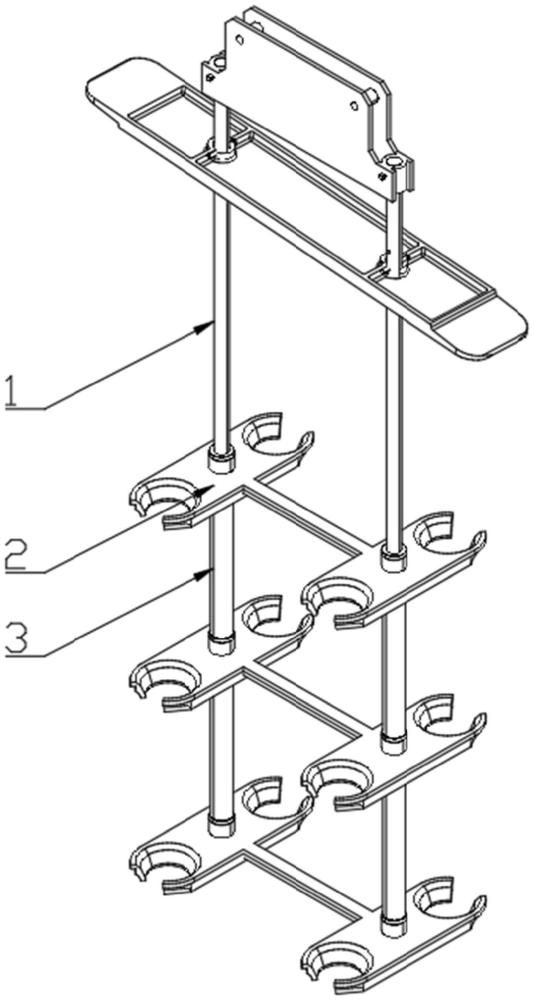
3、一种重型卡车转向节淬火工装,包括料杆、料盘、套管、托盘工装,料杆下端连接有杆端螺母,料杆上滑动连接有若干料盘,上下相邻的两个料盘通过套管间隔开,料盘上设有托盘工装,料盘上设有可插入转向节轴颈的限位槽一,托盘工装上设有可插入转向节轴颈的限位槽二,限位槽二下部设有定位爪,定位爪与限位槽一可卡紧连接。
4、料杆设有两个,两个料杆相对设置,料盘与两个料杆滑动连接。
5、料盘上设有两个滑套和四个限位槽一,两个滑套分别于两个料杆滑动连接,四个限位槽一均匀分布在两个料杆四周。
6、托盘工装上部为支撑转向节壁体的支撑面。
7、支撑面上设有结构增强槽。
8、结构增强槽于限位槽二连通。
9、杆端螺母通过定位销和/或螺纹与料杆连接。
10、定位爪设有四个。
11、支撑面为长方形盘面。
12、支撑面边缘向下弯曲。
13、本实用新型的有益效果是:
14、1)解决了淬火机专用叉头与某些型号转向节锻件不适配的问题,通过托盘工装辅助淬火机叉头叉取转向节,使得淬火机叉头在热处理工装挂具上拿放转向节时精准且平稳,实现转向节淬火机系统的通用性,保证转向节锻件热处理生产的连续性,降低制造费用。
15、2)热处理上料时,先将托盘放置在转向节料盘上,使定位爪卡住料盘,然后将转向节卡入托盘中空处。
16、3)本实用新型可以在热处理过程中卡在转向节把根部,由淬火机叉头一同拿放,提升其拿放小体积鼓式转向节的稳定性。
17、4)该实用新型实现了转向节淬火过程中在热处理工装挂具上拿放稳定性的提升,同时保证了转向节热处理工装挂具的一致性,避免因生产转向节型号切换批量切换工装,确保了转向节热处理生产过程的连续性。
技术特征:
1.一种重型卡车转向节淬火工装,包括料杆、料盘、套管、托盘工装,料杆下端连接有杆端螺母,料杆上滑动连接有若干料盘,上下相邻的两个料盘通过套管间隔开,其特征是,料盘上设有托盘工装,料盘上设有可插入转向节轴颈的限位槽一,托盘工装上设有可插入转向节轴颈的限位槽二,限位槽二下部设有定位爪,定位爪与限位槽一可卡紧连接。
2.如权利要求1所述的一种重型卡车转向节淬火工装,其特征是,料杆设有两个,两个料杆相对设置,料盘与两个料杆滑动连接。
3.如权利要求2所述的一种重型卡车转向节淬火工装,其特征是,料盘上设有两个滑套和四个限位槽一,两个滑套分别于两个料杆滑动连接,四个限位槽一均匀分布在两个料杆四周。
4.如权利要求1所述的一种重型卡车转向节淬火工装,其特征是,托盘工装上部为支撑转向节壁体的支撑面。
5.如权利要求4所述的一种重型卡车转向节淬火工装,其特征是,支撑面上设有结构增强槽。
6.如权利要求5所述的一种重型卡车转向节淬火工装,其特征是,结构增强槽于限位槽二连通。
7.如权利要求1所述的一种重型卡车转向节淬火工装,其特征是,杆端螺母通过定位销和/或螺纹与料杆连接。
8.如权利要求1所述的一种重型卡车转向节淬火工装,其特征是,定位爪设有四个。
9.如权利要求4所述的一种重型卡车转向节淬火工装,其特征是,支撑面为长方形盘面。
10.如权利要求4所述的一种重型卡车转向节淬火工装,其特征是,支撑面边缘向下弯曲。
技术总结
本技术公开了一种重型卡车转向节淬火工装,包括料杆、料盘、套管、托盘工装,料杆下端连接有杆端螺母,料杆上滑动连接有若干料盘,上下相邻的两个料盘通过套管间隔开,料盘上设有托盘工装,料盘上设有可插入转向节轴颈的限位槽一,托盘工装上设有可插入转向节轴颈的限位槽二,限位槽二下部设有定位爪,定位爪与限位槽一可卡紧连接。本技术解决了淬火机专用叉头与某些型号转向节锻件不适配的问题,通过托盘工装辅助淬火机叉头叉取转向节,使得淬火机叉头在热处理工装挂具上拿放转向节时精准且平稳,实现转向节淬火机系统的通用性,保证转向节锻件热处理生产的连续性,降低制造费用。
技术研发人员:张兆伟,蔡丽雯,王世林,张凯,菅宝柱,朱舸,杨硕
受保护的技术使用者:中国重汽集团济南动力有限公司
技术研发日:20231229
技术公布日:2024/11/18
- 还没有人留言评论。精彩留言会获得点赞!