模具铸造表面冷却的制作方法
本发明涉及一种用于提高连续铸造操作的效率的方法、系统和设备,更具体地,涉及促进连续铸造模具的壁的铸造面的有效冷却。
背景技术:
1、金属产品可以以各种方式形成;然而,例如许多成型方法首先需要锭、坯或其他可用作原材料的铸件,从该原材料可以制造金属最终产品,诸如通过轧制或机加工。制造锭或坯的一种方法是通过被称为直冷铸造的半连续铸造过程,由此竖直定向的模腔位于沿铸坑竖直向下平移的平台上方。起始块可以位于该平台上,并且至少在最初形成模腔的底部,以开始铸造过程。将熔融金属浇注到模腔中,随后熔融金属通常使用冷却流体进行冷却。其上具有起始块的平台可以以预定速度下降到铸坑中,以允许金属离开模腔并与起始块一起下降以凝固。随着更多的熔融金属进入模腔,平台继续下降,并且固体金属离开模腔。这种连续铸造过程允许金属锭和金属坯根据模腔的轮廓形成,并且其长度仅由铸坑深度和在铸坑中移动的液压致动平台限制。将模壁的铸造表面保持在低于铸造表面润滑剂将燃烧或蒸发的温度对于确保铸造的质量和一致性是重要的。
技术实现思路
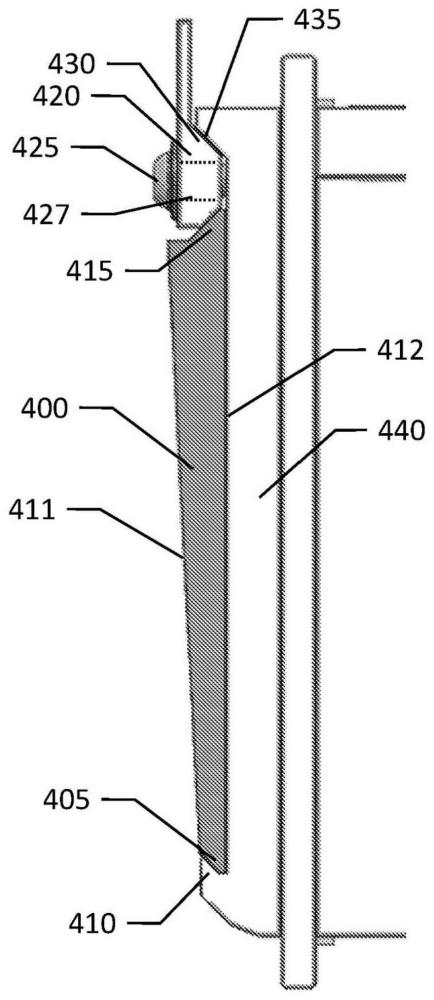
1、本发明涉及用于提高连续铸造操作的效率的方法、系统和设备,更具体地,涉及促进连续铸造模具的壁的铸造面的有效冷却。本文所描述的实施方式采用接收在模壁基材处的石墨衬层形式的石墨铸造表面。石墨衬层配置为与模壁基材主动接合,以确保石墨衬层的后表面与模壁基材之间的最大接触,从而使从石墨衬层通过模壁基材到冷却流体的热传递最大化。本文所描述的实施方式包括一种连续铸造模具部件,该连续铸造模具部件包括:模壁基材,靠近模壁基材的底部限定一凹槽;石墨衬层,具有限定第一倾斜表面的底部边缘和限定第二倾斜表面的顶部边缘,其中底部边缘被接收在所述模壁基材的凹槽中;以及夹持元件,限定倾斜夹持表面,该夹持元件通过至少一个紧固件附接到模壁基材,其中响应于夹持元件的倾斜夹持表面接合石墨衬层的第二倾斜表面并且紧固件将夹持元件压向模壁基材,石墨衬层的底部倾斜表面被驱动到限定在基材中的凹槽中。
2、根据一些实施方式,石墨衬层限定备用状态(resting state,休息状态)和安装状态,其中石墨衬层在备用状态下沿着石墨衬层的背面在顶部边缘与底部边缘之间包括弧形部,并且其中,背面在安装状态下响应于紧固件将夹持元件压向模壁基材而变直。根据某些实施方式,石墨衬层的背面的弧形部包括弧形轮廓,其中在安装状态下,响应于紧固件将夹持元件压向模壁,石墨衬层向模壁基材施加力。一些实施方式的弧形轮廓配置为在安装状态下将由石墨衬层施加到模壁基材的力集中在石墨衬层的下三分之一处。
3、根据某些实施方式,模壁基材还靠近模壁基材的顶部限定基材倾斜表面,其中夹持元件限定倾斜驱动表面,其中,响应于紧固件将夹持元件压向壁基材,基材倾斜表面与倾斜驱动表面协作以将夹持元件朝向模壁基材的底部驱动。示例性实施方式的紧固件包括螺纹紧固件,其中夹持元件限定用于接收螺纹紧固件的狭槽,并且其中,螺纹紧固件被接收在模壁基材的螺纹孔中。在一些实施方式中,限定在夹持元件中的狭槽在模壁基材延伸所沿着的轴线方向上具有相对窄的尺寸,并且在朝向模壁基材的底部的方向上具有相对长的尺寸。响应于螺纹紧固件被拧紧到模壁基材的螺纹孔中,一些实施方式的夹持元件在朝向模壁基材的底部的方向上被驱动。示例性实施方式的石墨衬层靠近石墨衬层的顶部边缘具有第一厚度,并且靠近底部边缘具有第二厚度,其中第一厚度大于第二厚度。一些实施方式的石墨衬层从第一厚度线性地渐缩至第二厚度。
4、根据某些实施方式,石墨衬层的第一倾斜表面是从石墨衬层的后表面到石墨衬层的铸造表面的第一倒角,并且石墨衬层的第二倾斜表面是从石墨衬层的后表面到铸造表面的第二倒角。根据一些实施方式,第一倒角在后表面与第一倾斜表面之间形成大约20度与60度之间的角度,其中第二倒角在后表面与第二倾斜表面之间形成大约20度与60度之间的角度。一些实施方式的第一倒角在后表面与第一倾斜表面之间形成大约45度的角度,并且第二倒角在后表面与第二倾斜表面之间形成大约45度的角度。根据某些实施方式,模壁基材在模壁基材的凹槽与夹持元件之间限定凸形弧形部(convex curvature),其中,石墨衬层在由夹持元件固定到模壁基材的安装位置中被强制沿着模壁基材的凸形弧形部弯曲。
5、本文提供的实施方式包括一种方法,其包括:形成用于模壁基材的石墨衬层,其中石墨衬层包括后表面和铸造表面,其中在备用状态下,石墨衬层沿着后表面限定凸形弧形部;将石墨衬层安装到模壁基材上,其中安装石墨衬层包括:将石墨衬层的底部倾斜边缘插入到靠近模壁基材的底部的凹槽中;将石墨衬层的顶部倾斜边缘与靠近模壁基材的顶部的夹持元件接合;以及将石墨衬层的顶部倾斜边缘夹持到模壁基材,以限定石墨衬层的安装状态,其中在安装状态下,石墨衬层限定平坦的后表面。
6、根据示例性实施方式,将石墨衬层的顶部倾斜边缘夹持到模壁基材的步骤包括:将夹持元件朝向模壁基材驱动,其中夹持元件包括倾斜夹持表面,该倾斜夹持表面配置为接合石墨衬层的顶部倾斜表面,并且配置为在将夹持元件朝向模壁基材驱动时将石墨衬层的底部倾斜边缘驱动到凹槽中。将石墨衬层的顶部倾斜边缘夹持到模壁基材的步骤包括:利用模壁基材的后表面的凸形弧形部向模壁基材施加力,其中力集中在石墨衬层的高度的底部三分之一附近。
7、本文提供的实施方式包括一种连续铸造模具,其包括:模壁基材;石墨衬层,限定备用状态和安装状态,石墨衬层具有后表面和铸造表面,其中石墨衬层在备用状态下在石墨衬层的顶部边缘与石墨衬层的底部边缘之间包括弧形部,其中该弧形部沿着后表面凸起;以及附接装置,其中附接装置将石墨衬层附接到模壁基材,并且在安装状态下使石墨衬层的抵靠模壁基材的后表面变平。附接装置包括通道和夹持元件,该通道用于在其中接收石墨衬层的底部边缘,该夹持元件配置为夹持石墨衬层的抵靠模壁基材的顶部边缘。夹持元件包括第一倾斜表面,其中石墨衬层的顶部边缘包括与第一倾斜表面互补的第二倾斜表面,其中第一倾斜表面接合第二倾斜表面以将石墨衬层固定到模壁基材。示例性实施方式的连续铸造模具部件还包括紧固件,该紧固件配置为将石墨衬层固定到模壁基材。
技术特征:
1.一种连续铸造模具部件,包括:
2.根据权利要求1所述的连续铸造模具部件,其中,所述石墨衬层的所述背面的所述弧形部包括弧形轮廓,其中,在所述安装状态下,响应于所述紧固件将所述夹持元件压向所述模壁,所述石墨衬层向所述模壁基材施加力。
3.根据权利要求2所述的连续铸造模具部件,其中,所述弧形轮廓配置为在所述安装状态下将所述石墨衬层施加给所述模壁基材的力集中在所述石墨衬层的下三分之一处。
4.根据权利要求1所述的连续铸造模具部件,所述模壁基材还靠近所述模壁基材的顶部限定基材倾斜表面,其中,所述夹持元件限定倾斜驱动表面,其中,响应于所述紧固件将所述夹持元件压向所述壁基材,所述基材倾斜表面与所述倾斜驱动表面协作,以将所述夹持元件朝向所述模壁基材的所述底部驱动。
5.根据权利要求4所述的连续铸造模具部件,其中,所述紧固件包括螺纹紧固件,其中,所述夹持元件限定用于接收所述螺纹紧固件的狭槽,并且其中,所述螺纹紧固件被接收在所述模壁基材的螺纹孔中。
6.根据权利要求5所述的连续铸造模具部件,其中,限定在所述夹持元件中的所述狭槽在所述模壁基材延伸所沿着的轴线方向上具有相对窄的尺寸,并且在朝向所述模壁基材的所述底部的方向上具有相对长的尺寸。
7.根据权利要求6所述的连续铸造模具部件,其中,响应于所述螺纹紧固件被拧紧到所述模壁基材的所述螺纹孔中,所述夹持元件在朝向所述模壁基材的所述底部的方向上被驱动。
8.根据权利要求1所述的连续铸造模具部件,其中,所述石墨衬层靠近所述石墨衬层的所述顶部边缘具有第一厚度,并且靠近所述底部边缘具有第二厚度,其中,所述第一厚度大于所述第二厚度。
9.根据权利要求8所述的连续铸造模具部件,其中,所述石墨衬层从所述第一厚度渐缩至所述第二厚度。
10.根据权利要求1所述的连续铸造模具部件,其中,所述石墨衬层的所述第一倾斜表面是从所述石墨衬层的后表面到所述石墨衬层的铸造表面的第一倒角,并且其中,所述石墨衬层的所述第二倾斜表面是从所述石墨衬层的所述后表面到所述铸造表面的第二倒角。
11.根据权利要求10所述的连续铸造模具部件,其中,所述第一倒角在所述后表面与所述第一倾斜表面之间形成大约20度与60度之间的角度,其中,所述第二倒角在所述后表面与所述第二倾斜表面之间形成大约20度与60度之间的角度。
12.根据权利要求1所述的连续铸造模具部件,其中,所述模壁基材在所述模壁基材的所述凹槽与所述夹持元件之间限定凸形弧形部,其中,所述石墨衬层在由所述夹持元件固定到所述模壁基材的安装位置中被强制沿着所述模壁基材的所述凸形弧形部弯曲。
13.一种用于连续铸造模具的石墨衬层,包括:
14.根据权利要求13所述的石墨衬层,其中,在所述安装状态下,所述石墨衬层在所述顶部边缘和所述底部边缘处被夹持到所述连续铸造模具。
15.根据权利要求14所述的石墨衬层,其中,在所述安装状态下,所述石墨衬层的所述底部边缘被接收在所述连续铸造模具的凹槽内,并且所述石墨衬层的所述顶部边缘通过夹持元件被夹持到所述连续铸造模具。
16.根据权利要求15所述的石墨衬层,其中,在所述安装状态下,响应于所述夹持元件将所述石墨衬层的所述顶部边缘压向所述连续铸造模具,所述石墨衬层的所述底部边缘被驱动到所述连续铸造模具的所述凹槽中。
17.根据权利要求13所述的石墨衬层,其中,所述石墨衬层的所述背面的所述弧形部包括弧形轮廓,其中,在所述安装状态下,响应于夹持元件将所述石墨衬层的所述顶部边缘压向所述连续铸造模具,所述石墨衬层向所述连续铸造模具施加力。
18.根据权利要求13所述的石墨衬层,其中,所述石墨衬层靠近所述石墨衬层的所述顶部边缘具有第一厚度,并且靠近所述底部边缘具有第二厚度,其中,所述第一厚度大于所述第二厚度。
19.根据权利要求18所述的石墨衬层,其中,所述石墨衬层从所述第一厚度渐缩至所述第二厚度。
20.一种用于连续铸造模具的石墨衬层,包括:
技术总结
本发明涉及一种用于提高连续铸造操作的效率的方法、系统和设备。本文所描述的连续铸造模具部件包括:模壁基材,靠近模壁基材的底部限定一凹槽;石墨衬层,具有限定第一倾斜表面的底部边缘和限定第二倾斜表面的顶部边缘,其中底部边缘被接收在模壁基材的凹槽中;以及限定倾斜夹持表面的夹持元件,该夹持元件通过至少一个紧固件附接到模壁基材,其中,响应于夹持元件的倾斜夹持表面接合石墨衬层的第二倾斜表面并且紧固件将夹持元件压向模壁基材,石墨衬层的底部倾斜表面被驱动到限定在基材中的凹槽中。
技术研发人员:克雷格·科尔迪尔,尼古拉斯·沙伯
受保护的技术使用者:瓦格斯塔夫公司
技术研发日:
技术公布日:2024/11/18
- 还没有人留言评论。精彩留言会获得点赞!