连续铸造用的中间包、钢的连续铸造方法及气体供给装置与流程
本发明涉及连续铸造用的中间包、钢的连续铸造方法及气体供给装置。
背景技术:
1、钢铁材料的制造如以下这样进行。即,从浇包供给到中间包的钢水向铸模供给而被铸造,成为铸坯。铸坯通过轧制等处理而被成形为规定的形状,成为钢铁材料。
2、钢水中的al2o3等夹杂物会成为钢铁材料的缺陷原因,因此优选从铸造前的钢水分离并除去。具体而言,在中间包中,使钢水中包含的夹杂物浮起而分离。
3、这样的从钢水除去夹杂物的清洁技术对于高品质的钢铁材料的制造是不可或缺的,因此追求着其提高。以往,设置将在中间包接受钢水的供给的受钢区域和从设置于底部的排出口排出钢水的钢准静止区域隔开的堰。
4、例如,在专利文献1所记载的堰,在中间包的底部侧形成有多个从受钢区域侧的面贯通至钢准静止区域侧的面的孔。因此,比重比钢水轻的夹杂物由堰限制移动。另外,钢水经过堰的孔而从受钢区域侧向钢准静止区域侧移动。
5、另外,在专利文献2中,除了专利文献1所记载的堰设置于中间包之外,还在钢准静止区域侧设置有从中间包的底部朝向上方突出的肋。因此,即使夹杂物从堰的孔向钢准静止区域侧移动,其移动方向也会被肋改变为上方。由此,在受钢区域侧也能够使夹杂物浮起。
6、另外,在专利文献3中,除了专利文献1所记载的堰设置于中间包之外,还从中间包的底部朝向上方而向钢准静止区域侧供给非活性气体。由此,即使夹杂物从堰的孔向钢准静止区域侧移动,也利用非活性气体使夹杂物浮起。
7、现有技术文献
8、专利文献
9、专利文献1:日本特开昭53-6231号公报
10、专利文献2:日本特开平10-216909号公报
11、专利文献3:日本特开2011-143449号公报
技术实现思路
1、发明所要解决的课题
2、即使在如专利文献1那样在中间包设置有堰的情况下,有时夹杂物也会经过堰的孔。若夹杂物从钢水的排出口排出,则可能会招致钢铁材料的缺陷。
3、另外,关于如专利文献2那样利用肋使夹杂物浮起,希望更有效地使夹杂物浮起,存在改善的余地。而且,在铸造结束时,会在肋与堰之间残留钢网,因此存在处理残钢的成本升高的问题。
4、在如专利文献3那样使用非活性气体使夹杂物浮起的情况下,存在为了得到充分的浮起效果而必须提高钢水中的非活性气体的体积率的问题。若为了提高钢水中的非活性气体的体积率而增多非活性气体的流量,则存在于钢水的表面的夹杂物即中间包熔渣可能会被非活性气体卷入到钢水。若中间包熔渣被卷入到钢水,则钢水被污染,可能会招致钢铁材料的缺陷。
5、本发明鉴于上述问题而完成,目的在于提供能够提高钢水的洁净度的连续铸造用的中间包、钢的连续铸造方法及气体供给装置。
6、用于解决课题的手段
7、为了解决上述课题,本发明具有以下的特征。
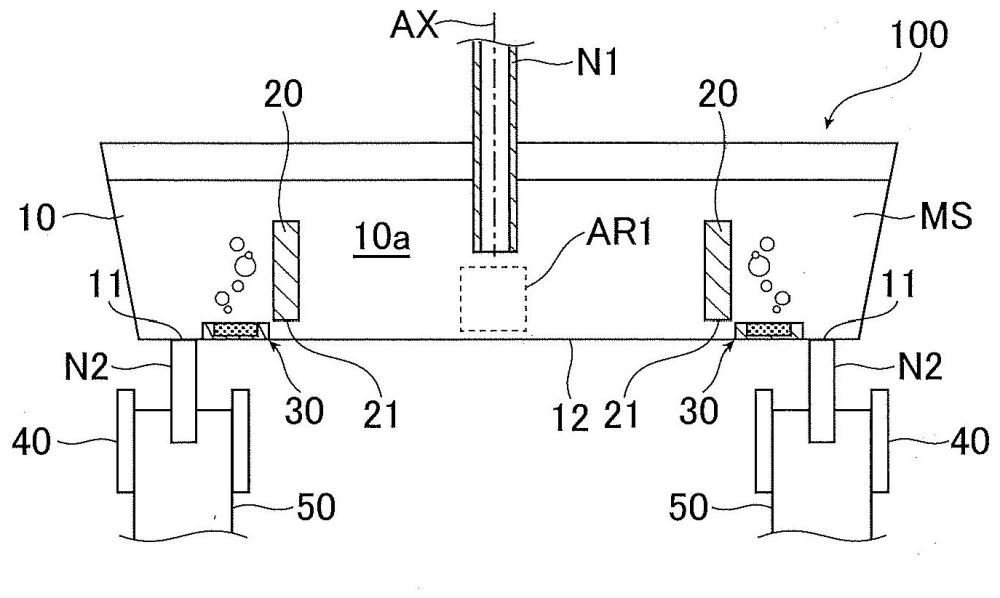
8、[1] 一种连续铸造用的中间包,具有积存被供给的钢水的收容部,其中,
9、所述收容部具有使所述钢水流出的一个或多个钢水流出口及配置于比所述一个或多个钢水流出口靠所述钢水的上游侧处且向由所述收容部包围的空间供给非活性气体的气体供给部,
10、所述气体供给部形成为具有底部及壁部的箱状,且包含:
11、多孔部,在整体形成有多个细孔;
12、支承部,支承所述多孔部且设置于所述气体供给部的所述壁部;以及
13、配管,设置于所述支承部与所述气体供给部的所述底部之间的所述气体供给部的所述壁部且喷出所述非活性气体。
14、[2] 根据[1]所述的连续铸造用的中间包,其中,
15、所述气体供给部具有由所述多孔部、所述支承部、所述气体供给部的所述壁部及所述气体供给部的所述底部包围的收容室,
16、所述配管设置于包围所述收容室的所述气体供给部的所述壁部。
17、[3] 根据[1]或[2]所述的连续铸造用的中间包,其中,
18、所述收容部具有将由所述收容部包围的所述空间隔开的一个或多个堰,所述气体供给部与所述堰相邻地设置。
19、[4] 根据[1]~[3]中任一项所述的连续铸造用的中间包,其中,
20、所述气体供给部具有调整从所述配管供给的所述非活性气体的流量的调整单元。
21、[5] 根据[1]~[4]中任一项所述的连续铸造用的中间包,其中,
22、所述配管沿着所述收容部的壁部配置且由具有耐火性的包覆材覆盖。
23、[6] 一种钢的连续铸造方法,使用了[1]~[5]中任一项所述的连续铸造用的中间包,其中,
24、所述钢的连续铸造方法包括以满足下述(1)式的流量吹入非活性气体的工序。
25、0.2≤r≤10.0 (1)
26、r:多孔部的每单位面积的非活性气体的流量[nl/(s×m2)]
27、[7] 一种气体供给装置,设置于连续铸造用的中间包且供给非活性气体,其中,
28、所述气体供给装置形成为具有底部及壁部的箱状,且包含:
29、多孔部,在整体形成有多个细孔;
30、支承部,支承所述多孔部且设置于所述壁部;以及
31、配管,设置于所述支承部与所述底部之间的所述壁部且喷出所述非活性气体。
32、[8] 根据[7]所述的气体供给装置,其中,
33、所述气体供给装置具有由所述多孔部、所述支承部、所述壁部及所述底部包围的收容室,
34、所述配管设置于包围所述收容室的所述壁部。
35、[9] 根据[7]或[8]所述的气体供给装置,其中,
36、所述气体供给装置具有调整从所述配管供给的所述非活性气体的流量的调整单元。
37、发明效果
38、根据本发明,通过经由多孔部供给非活性气体,能够将细小的非活性气体的气泡向钢水注入区域供给。其结果,能够提高钢水中的非活性气体的体积率,能够使从浇包注入到中间包的钢水中包含的夹杂物高效地浮起。由此,能够提高钢水的洁净度。
技术特征:
1.一种连续铸造用的中间包,具有积存被供给的钢水的收容部,其中,
2.根据权利要求1所述的连续铸造用的中间包,其中,
3.根据权利要求1或2所述的连续铸造用的中间包,其中,
4.根据权利要求1或2所述的连续铸造用的中间包,其中,
5.根据权利要求3所述的连续铸造用的中间包,其中,
6.根据权利要求1或2所述的连续铸造用的中间包,其中,
7.根据权利要求3所述的连续铸造用的中间包,其中,
8.根据权利要求4所述的连续铸造用的中间包,其中,
9.根据权利要求5所述的连续铸造用的中间包,其中,
10.一种钢的连续铸造方法,使用了权利要求1或2所述的连续铸造用的中间包,其中,
11.一种钢的连续铸造方法,使用了权利要求3所述的连续铸造用的中间包,其中,
12.一种钢的连续铸造方法,使用了权利要求4所述的连续铸造用的中间包,其中,
13.一种钢的连续铸造方法,使用了权利要求5所述的连续铸造用的中间包,其中,
14.一种钢的连续铸造方法,使用了权利要求6所述的连续铸造用的中间包,其中,
15.一种钢的连续铸造方法,使用了权利要求7所述的连续铸造用的中间包,其中,
16.一种钢的连续铸造方法,使用了权利要求8所述的连续铸造用的中间包,其中,
17.一种钢的连续铸造方法,使用了权利要求9所述的连续铸造用的中间包,其中,
18.一种气体供给装置,设置于连续铸造用的中间包且供给非活性气体,其中,
19.根据权利要求18所述的气体供给装置,其中,
20.根据权利要求18或19所述的气体供给装置,其中,
技术总结
提供能够提高钢水的洁净度的连续铸造用的中间包。连续铸造用的中间包具有积存被供给的钢水的收容部。所述收容部具有使所述钢水流出的一个或多个钢水流出口及配置于比所述一个或多个钢水流出口靠所述钢水的上游侧处且向由所述收容部包围的空间供给非活性气体的气体供给部。所述气体供给部形成为具有底部及壁部的箱状,且包含在整体形成有多个细孔的多孔部、支承所述多孔部且设置于所述气体供给部的所述壁部的支承部、以及设置于所述支承部与所述气体供给部的所述底部之间的所述气体供给部的所述壁部且喷出所述非活性气体的配管。
技术研发人员:古米孝平,荒牧则亲
受保护的技术使用者:杰富意钢铁株式会社
技术研发日:
技术公布日:2025/4/7
- 还没有人留言评论。精彩留言会获得点赞!