一种修正球面弯月透镜边厚差的夹具及方法与流程
本发明涉及光学透镜冷加工,特别是涉及一种修正球面弯月透镜边厚差的夹具及方法。
背景技术:
1、目前,单片球面透镜成品的冷加工过程需要依次包括铣磨、精磨、抛光和磨边等工序。在整个冷加工过程中,前一道工序需要严格控制透镜边厚差,通常的方法是提高铣磨工序的透镜边厚差要求,从而依次满足精磨、抛光和磨边的边厚差要求,以确保最后工序透镜磨边的边厚差符合要求。
2、其中,磨边的主要目的是加工出合格的透镜外径及中心偏。但对于近似等厚弯月透镜的中心偏,磨边只能加工出合格的外径,因为两面没有曲率差值,所以磨边的机械定心功能无法改变中心偏,而中心偏的大小取决于抛光成品的边厚差大小,抛光工序透镜边厚差的大小又取决于精磨工序透镜边厚差的大小。抛光工序主要是精修透镜外观和曲率,无法修正前道工序精磨的边厚差,因此只能通过提高精磨成品的边厚差要求,借助后道工序抛光来获得边厚差精度较高的抛光成品。
3、然而,目前要想获得高要求边厚差的精磨成品,只能通过提高前道铣磨工序的边厚差要求来实现。但铣磨工序由于其本身的加工精度限制,边厚差只能控制在一定范围内。同时在后工序的精磨和抛光过程中,由于边厚差的逐步偏离和扩大,磨边无法获得高要求的中心偏合格的透镜成品。
技术实现思路
1、发明目的:本发明的目的是提供一种在精磨工序中修正近似等厚弯月透镜边厚差的修正球面弯月透镜边厚差的夹具及方法,
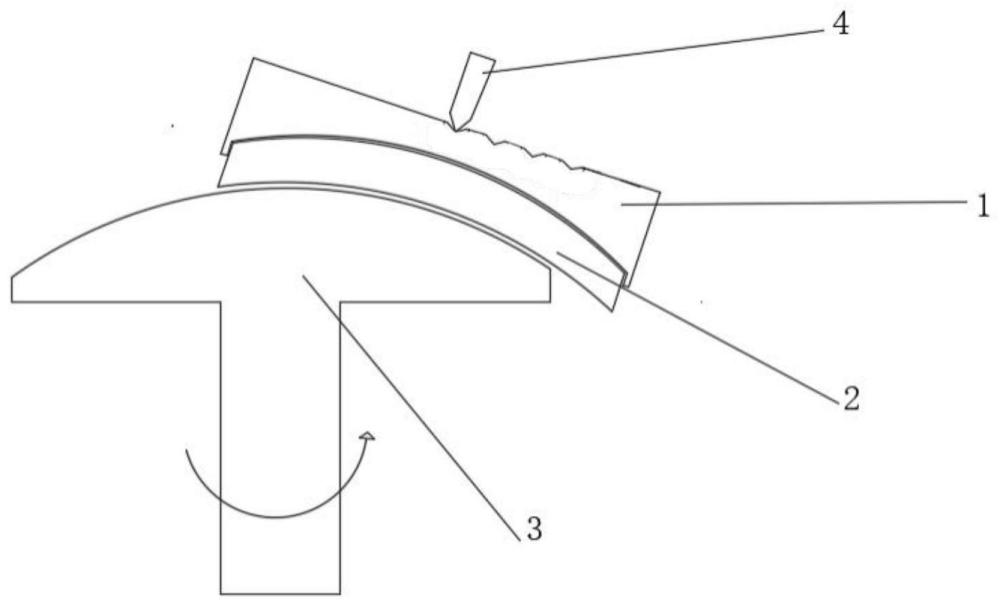
2、技术方案:为实现上述目的,本发明所述的一种修正球面弯月透镜边厚差的夹具,所述弯月透镜位于夹具和研磨磨具之间,所述夹具为圆柱形,下表面为圆弧面,用于放置待加工的弯月透镜,夹具的上表面以圆心为起点,沿着中心径向设有依次向外均布的凹形点,通过使用压力头压住不同的凹形点,以改变弯月透镜从中心至边缘区域被研磨磨具进行切削的速度。
3、所述的凹形点为v形槽。
4、所述夹具的下表面为圆弧凹面,用于放置弯月透镜的凸面。
5、所述研磨磨具上表面为向外凸起的圆弧面,用于对弯月透镜的凹面进行研磨。
6、所述圆弧面表面附有金刚石加载层。
7、所述研磨磨具下端为可夹持的手柄。
8、本发明提供了一种应用于以上所述修正球面弯月透镜边厚差的夹具的修正方法,其中,所述夹具将待加工的弯月透镜固定在研磨磨具的研磨面上,弯月透镜的最高点与凹形点同侧,且最高点与凹形点在同一径向上;使用同一力度将压力头从外侧向内侧依次压住不同的凹形点,每压住一个凹形点时使用研磨工具对弯月透镜进行研磨,并记录每次研磨后弯月透镜的边厚差,直到弯月透镜边厚差等于小于设定的阈值,停止研磨。
9、所述压力头压住下一个凹形点时,弯月透镜进行研磨后的边厚差小于压力头压住上一个凹形点时研磨后弯月透镜的边厚差。
10、所述压力头压住不同凹形点时,对弯月透镜进行研磨的研磨工具上金刚石加载层的颗粒度不同。
11、所述压力头压住的凹形点越接近圆心时,研磨工具上金刚石加载层的颗粒度越小,当压力头压住的凹形点位于圆心时,使用的金刚石加载层为1500#或1800#金刚石丸片。
12、有益效果:本发明具有如下优点:1、本发明所述夹具配合研磨磨具使用,并通过所述修正方法使近似等厚的弯月透镜在精磨工序阶段完成边厚差的修正;
13、2、所述夹具结构简单,不仅能够起到固定弯月透镜的作用,同时能够将施加在其上表面的压力传递给匀速旋转的研磨磨具;
14、3、所述修正方法是在研磨磨具定速度旋转过程中,在夹具上不同凹形点位置施加压力,以改变弯月透镜原本对称受力的状态,此时弯月透镜从中心至边缘区域被研磨磨具进行切削的速度不同,使得弯月透镜中心到边缘各区域有着不同的切削效果,产生新的边厚差,从而抵消弯月镜片被精磨前的边厚差,最终逐步实现对弯月透镜边厚差的修正;
15、4、在精磨工序中,研磨磨具能够对弯月透镜的凹面进一步研磨,获得的精磨成品不仅满足边厚差的要求,同时也满足抛光前对透镜厚度、光圈、面型、外观的要求,该精磨成品通过后续抛光、磨边工序的处理,最终能够获得高要求中心偏的弯月透镜成品。
技术特征:
1.一种修正球面弯月透镜边厚差的夹具,所述弯月透镜(2)位于夹具(1)和研磨磨具(3)之间,其特征在于,所述夹具(1)为圆柱形,下表面为圆弧面,用于放置待加工的弯月透镜(2),夹具(1)的上表面以圆心为起点,沿着中心径向设有依次向外均布的凹形点,通过使用压力头(4)压住不同的凹形点,以改变弯月透镜(2)从中心至边缘区域被研磨磨具(3)进行切削的速度。
2.根据权利要求1所述的修正球面弯月透镜边厚差的夹具,其特征在于,所述的凹形点为v形槽。
3.根据权利要求1所述的修正球面弯月透镜边厚差的夹具,其特征在于,所述夹具(1)的下表面为圆弧凹面,用于放置弯月透镜(2)的凸面。
4.根据权利要求3所述的修正球面弯月透镜边厚差的夹具,其特征在于,所述研磨磨具(3)上表面为向外凸起的圆弧面,用于对弯月透镜(2)的凹面进行研磨。
5.根据权利要求4所述的修正球面弯月透镜边厚差的夹具,其特征在于,所述圆弧面表面附有金刚石加载层。
6.根据权利要求1所述的修正球面弯月透镜边厚差的夹具,其特征在于,所述研磨磨具(3)下端为可夹持的手柄。
7.一种应用于权利要求1所述修正球面弯月透镜边厚差的方法,其特征在于,所述夹具(1)将待加工的弯月透镜(2)固定在研磨磨具(3)的研磨面上,弯月透镜(2)的最高点与凹形点同侧,且最高点与凹形点在同一径向上;使用同一力度将压力头(4)从外侧向内侧依次压住不同的凹形点,每压住一个凹形点时使用研磨工具对弯月透镜(2)进行研磨,并记录每次研磨后弯月透镜(2)的边厚差,直到弯月透镜(2)边厚差等于小于设定的阈值,停止研磨。
8.根据权利要求7所述的修正球面弯月透镜边厚差的方法,其特征在于,所述压力头(4)压住下一个凹形点时,弯月透镜(2)进行研磨后的边厚差小于压力头(4)压住上一个凹形点时研磨后弯月透镜(2)的边厚差。
9.根据权利要求7所述的修正球面弯月透镜边厚差的方法,其特征在于,所述压力头(4)压住不同凹形点时,对弯月透镜(2)进行研磨的研磨工具上金刚石加载层的颗粒度不同。
10.根据权利要求7所述的修正球面弯月透镜(2)边厚差的方法,其特征在于,所述压力头(4)压住的凹形点越接近圆心时,研磨工具上金刚石加载层的颗粒度越小;当压力头(4)压住的凹形点位于圆心时,使用的金刚石加载层为1500#或1800#金刚石丸片。
技术总结
本发明公开了一种修正球面弯月透镜边厚差的夹具及方法,弯月透镜位于夹具和研磨磨具之间,所述夹具为圆柱形,下表面为圆弧面,用于放置待加工的弯月透镜,夹具的上表面以圆心为起点,沿着中心径向设有依次向外均布的凹形点;该修正方法为通过使用压力头压住不同的凹形点,改变弯月透镜从中心至边缘区域被研磨磨具进行切削的速度,使得弯月透镜中心到边缘各区域有着不同的切削效果,进而改变整个弯月镜片的边厚差大小,直至边厚差达到0。本发明解决了现有技术中近似等厚弯月透镜在冷加工过程中,由于铣磨工序自身加工精度的限制,弯月透镜边厚差只能控制在一定范围内,在后续加工过程中无法获得高要求的中心偏合格的弯月透镜成品。
技术研发人员:宋庭东,徐步娟,马如银,孙建国
受保护的技术使用者:南京茂莱光学科技股份有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!